




LMD or Laser Metal Deposition is a quick emerging technology in metal fabrication that is being adopted to augment & in few cases replace, the traditional techniques of reproducing, laser cladding, 3D print of metal parts, etc. It definitely saves a lot of money and time of the manufacturers if applied properly in the proper situation.
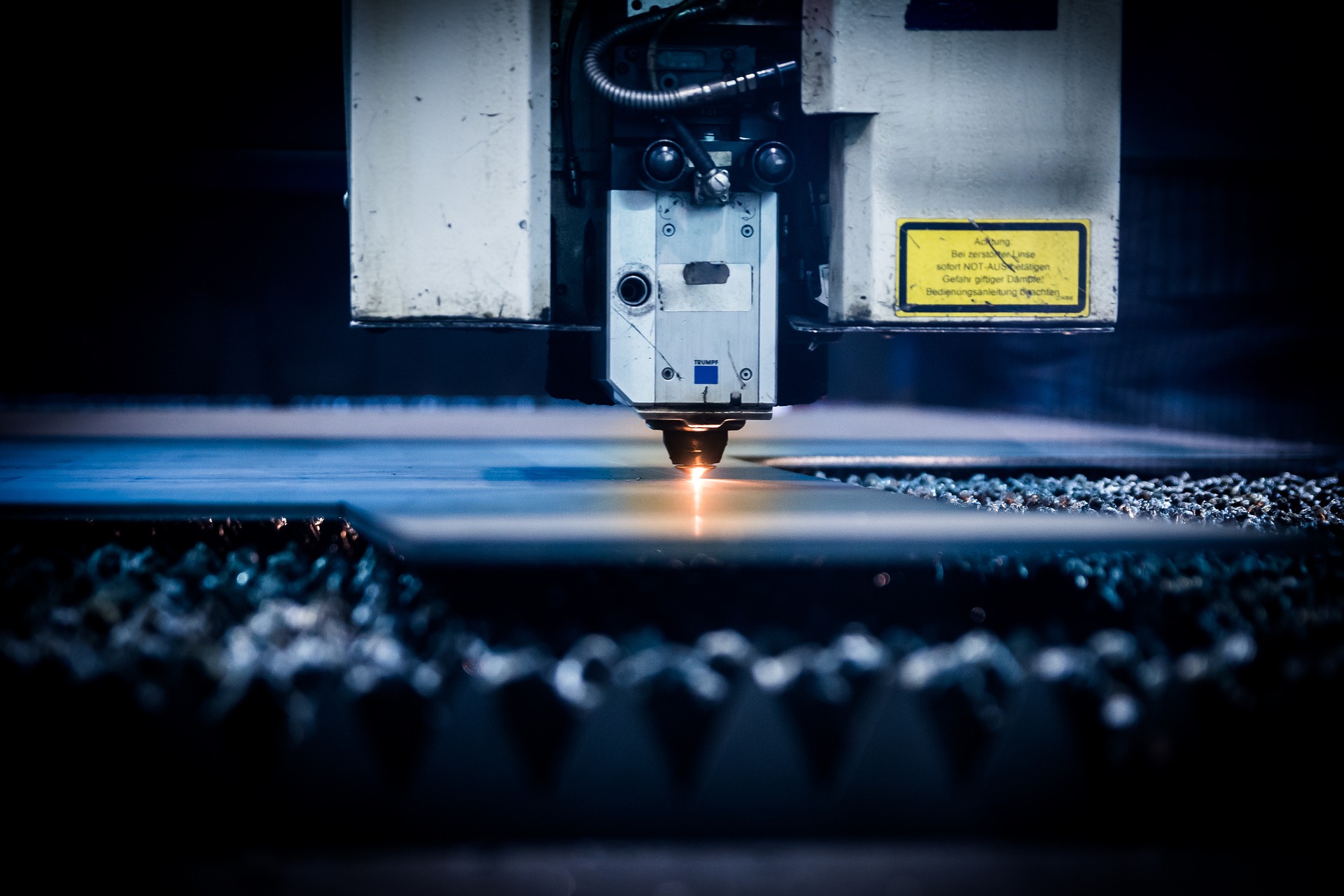
But how does it work? No, this isn’t any laser cutting technology. Laser Metal Deposition, otherwise known as DED (Directed Energy Deposition) uses a process where metallic powders are contained in hoppers that are blown into the deposition nose or nozzle and then heated with the laser to produce a metal bead. This motion system lays metal beads down, layer over another layer. This process quality, efficiency, and speed can be maintained to the requirements for multiple applications. Maintaining this process is obtained by varying bead width, powder feed rates, speed of motion, laser power. This process is scalable and can be used to repair or fabricate metal parts even as to the scale of millimeters.

Machine & Component Integration
Turnkey Laser Metal Deposition machine could be used as one standalone device to remanufacture parts, clad, and 3D print, etc. Such type of system can include a subtractive feat to finish the surfaces. The machines that include a subtractive and additive feature are referred as hybrid machines. These key machines component includes CAM programming software, dust controller, enclosure for process safety, process chillers, motion controller and system, laser and optics, a powder feeder, powder delivery nozzle.
As an efficient alternative to buying a turnkey Laser Metal Deposition system, a metal fabricator can integrate the deposition head, the powder feeders, and other subassemblies into the robot cells and production line to enable Laser Metal Deposition capability faster and with only a fraction of cost required for buying a turnkey system.
Applications
Like metal bending, laser cutting, and metal rolling machines, laser Metal Deposition technology is getting the attention in gas and oil sector, transportation, tooling, aerospace, etc. thanks to its diverse capabilities and scalability that a single system can provide. LMD is also being used in steel fabrication, aluminium fabrication, and stainless steel fabrication processes very efficiently.
If you were wondering how production, cladding, and repairing can be this much precise, actually it’s the Cam software that takes the CAD model of the metal part and generates a toot path for the machine to follow.
Using Laser Metal Deposition for cladding as the alternative for a traditional process like GTAW, low dilution, Gas metal arc welding, thermal spray etc. that leads to reduced overlay and additional corrosion protection.
Impact on the Industry
As a result of adaptability and advantages of the additive manufacturing, specialists anticipate the additive manufacturing industry to develop by in excess of 30 percent every year, getting to be $20+ billion industry by the year 2020. As indicated by late reports distributed by Gartner, by late 2020, 10% of mechanical applications will be integrating robotic 3D printing innovations into their manufacturing tasks. Because of this technology adjustment, new item discharge courses of events will be diminished by 25 percent, and an expected 75 percent of every single worldwide producer will utilize some tooling made of additive technology in their generation lines.
Additive manufacturing tech, for example, LMD enhances construct times, extends fabricate envelopes, enhances effectiveness & quality, and gives coordination adaptability. This technology is accessible and in task today and will keep on advancing metal manufacturing by extending the domain of probability for part creation, cladding, and re-manufacturing.
Burned resonator tube, clogged filters, dirty optics, gunk over the gasket and the cutting head – clearly this isn’t the state that you want to see your machine in. Maybe it is the current state of your machine or maybe not. But how would you know?
Well, if your machine is not working as you’d have hoped, get ready to do the cleaning.
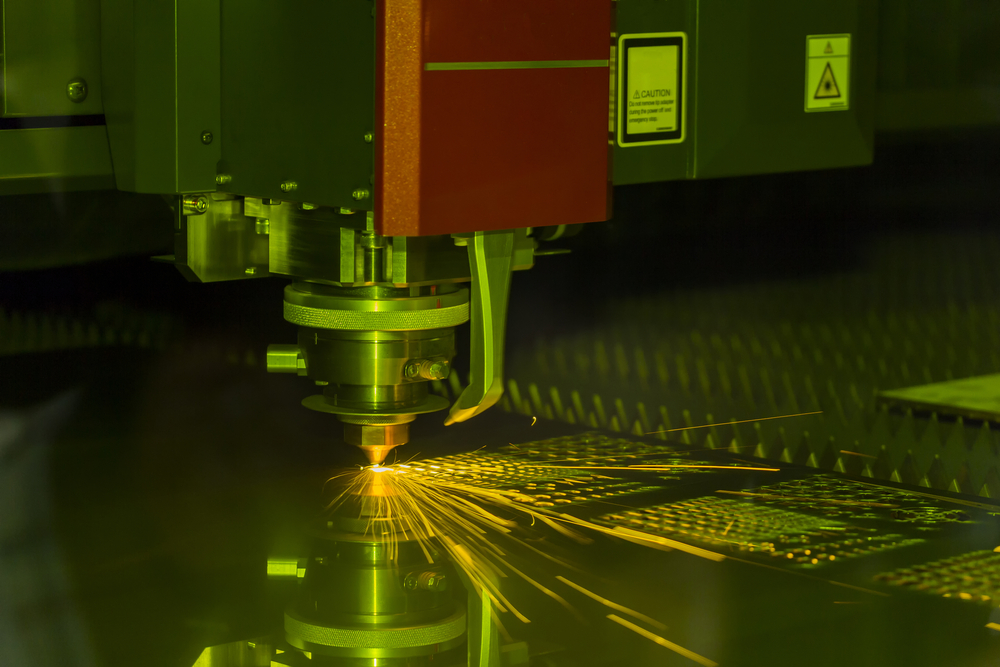
The beam of light and the column of assist gas is the cutting tool for laser machine. But if the machine is not cleaned regularly, the laser cutting tool won’t work that smoothly and the beam won’t pass through the dirt and debris.
When the beam doesn’t pass through the dirt and debris, the laser cutting machines loses its efficiency. And you know that metal fabrication, especially laser cutting is all about precision and efficiency.
For the efficiency of laser cutting, it is really important that the unit is properly cleaned. Otherwise, precision cutting cannot be expected.

Beam Path
Cleaning the beam is easier if your laser cutting operator knows about the lenses and the procedure of changing them time-to-time. Make sure he knows to blow the cutting head’s cavity before he puts it back to the laser cutting unit. For this reason, most of the laser cutting machines have blow nozzle on one side. But if it is not available in your unit, your laser machine operator can look for an unused port and put it on.
Sometimes a regular rubber bulb can do the job for you, although this isn’t the solution. These bulbs have a small flap on their back to draw air into them. But this won’t be of much use if your shop is dirty. You’ll end up only blowing the dirty air of your shop into the lens.
The gaskets in the unit can also be the source of the myriad cutting problems. This introduces dirt and debris into the laser cutting gaskets. When the head of the unit makes contact with the dirty gaskets, dirt is dropped on its newly cleaned cutting lens.
Then the laser cutting machine operator locks its cutting head tightly. The unit then turns the nitrogen purge gas on and this induces the dirt back up into its bellows. This is not ideal if you want optimized laser beams.
Cooling system
Like the beam’s path, machine’s water cooling system also gets dirty very often. It should be cleaned as well. In CO2 laser machine, if the water is not clean, the cathodes be contaminated.
Basic cooling system monitoring includes the water flushing every year. Also changing the chiller filter after every 6 months is recommended by the experts with this unit.
One thing that fabricators fail to realize is if the chiller’s air cooling doesn’t work properly, dirt and debris from the air can enter the laser machine.
The cleaning process is not only important for laser cutting machines. Whether it is stainless steel fabrication, aluminium fabrication or steel fabrication, keeping the units clean after metal bending, metal rolling or any other metal fabrication process saves a lot of your time, effort, and money, in the long run. Eventually, your workshop or units are getting more efficient in their work and this is why we said clean is efficient.
Laser cutting, metal bending, swaging, and piercing. Although this might seem like four different steps of stainless steel fabrication, aluminium fabrication, and steel fabrication, actually it’s not. These steps require many inventory carts and handlings.
The tube has to make it to the cart from the inventory and wheeled to one workstation to the other one, which neither fast nor efficient as a process. However, it is not the only process that you can go with.

Depending on the dimension and severity of the bends, the intended usage of the tube, complexity of the end form, you might get everything done inside a simple stamping die.
Although stamping may seem like a single process, actually it a collection of multiple processes. This process is used to make metal parts of the raw material and it is definitely a speedy and efficient one.
In special cases, a simple metal part can be fabricated with just one hit with stamping die. But complicated parts may need few more hits. For speeding the entire metal fabrication process, the complex tools like progressive and transfer die removes the hardship needed to move the metal parts from one place to another.
The progressive dies take advantage of the lengthy coil of material to transport throughout the entire process. But the transfer dies use automation to do exactly the same as a progressive die. To function properly, both of progressive and transfer dies require the progressive die press or any transfer press.
A niche transfer die tech is the in-die transfer stamping process, which isn’t as common as the other ones. It is actually a gaining ground that is suitable for any tube application. The process is very much similar to transfer and progressive stamping because it completes multiple steps in one single die.
But there is some noteworthy difference in them that sets them apart.
 When a metal part is processed in the progressive die, the part stays attached to the long strip of metal sheets. The designer of stamping die uses it as an advantage because he can know the precise position of the metal part as it goes from one station to another. Then separating the metal finished part of the belt or ribbon is the very last step in the entire process.
When a metal part is processed in the progressive die, the part stays attached to the long strip of metal sheets. The designer of stamping die uses it as an advantage because he can know the precise position of the metal part as it goes from one station to another. Then separating the metal finished part of the belt or ribbon is the very last step in the entire process.
In the In-die transfer, the metal part is separated from the sheet material before in the early stage of the process so that the metal part could be manipulated as the part moves along in the die. The designer of the die incorporates this part locating feature inside the die. He also relies on the tooling to position the part
One thing that is worth noticing is In-die transfer isn’t suitable for all applications that come before. Like everything in manufacturing, it is a matter of adjustability and matching, which decides the suitability of In-die transfer to any metal part. According to some experts, bending to less than ninety degrees is the ideal angle for fabricating tube in dies. Beyond that, tubes that do not have the strictest of tolerances is suitable for In-die transfer.
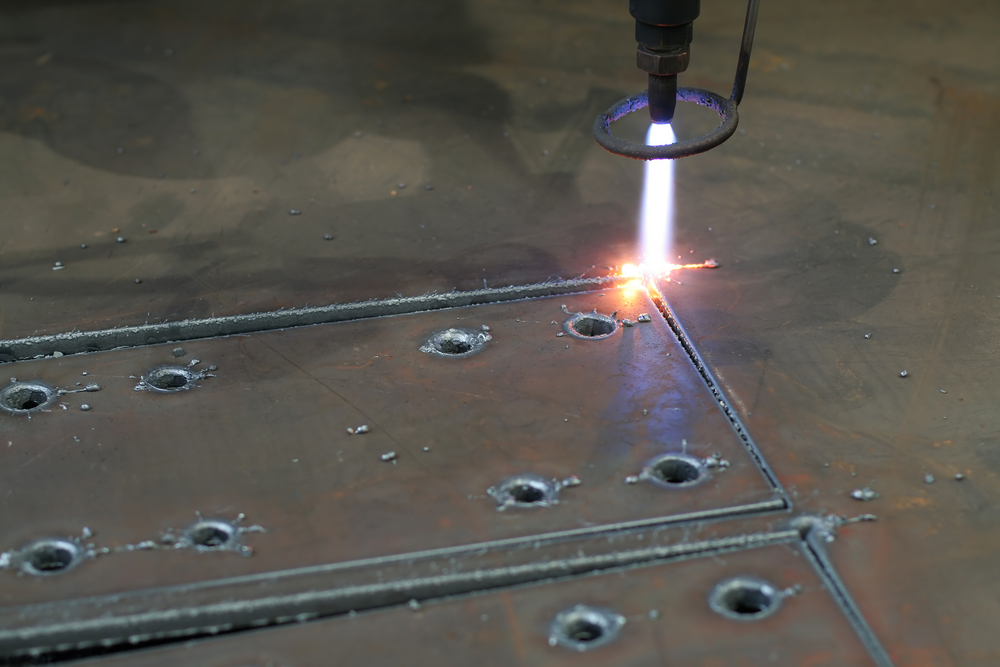
Precision in stainless steel fabrication, aluminium fabrication, and steel fabrication processes like metal bending, metal rolling, laser cutting, etc. is of utmost importance, especially in plasma cutting. Almost half of the parts cut on the plasma cutting table usually need beveled edges, mostly for welding in metal fabrication. In most cases, the edges are cut with an alternative process, like laser cutting. So fabricators do is first cut the parts using plasma and then move the parts to another place where the edges are beveled. This is not efficient for 3 reasons. First of all, it takes more time. Secondly, the second time edge preparation requires more labor for workers and finally the most important reason, wastage of metal.

But if fabricators use a bevel head on the plasma table, they can overcome the three obstacles to make the metal products cost-efficient. Although getting the beveled edges from the plasma table may not be the best solution, it’s definitely better.
Beveling with Plasma
As I have mentioned earlier, beveling the metal edges can help fabricators save a good chunk of money as well as time. Besides, today’s cutting-edge, pun intended, plasma cutting technology is much capable to give your better-beveled edges. So why bother sending the parts to another workstation and get the edges cut in another process which will not only cost you money but also valuable time form your production.
That’s why fabricators should realize that plasma cutting is the way to get beveled edges. Bevel Cutting only requires the plasma system and a high OCV (open-circuit voltage) with an industrial duty cycle. It will ensure that the voltage while cutting, piercing and especially while obtaining higher bevel angles, will not exceed that plasma system’s capabilities and all of this while maintaining a safe distance between the plate and the torch. This safety distance is important to avoid damage to your consumables from the molten metal slags producing when crafting the edge.
Among the different types of torches for plasma cutting, the pointy one is most efficient because of its efficiency in cutting height compulsory to keep a minimal clearance for the bevel cutting, also without posing any threat to your consumables. A clearance distance of 0.08 to 0.1 inch is recommended here.
But it is true that the more clearance you have, the reduced possibility of consumable good and torch damage while leading to a higher and efficient cutting height and also a higher cutting voltage. Both of them have their own problem. While higher cutting height may result is low-quality edge and requires a higher cutting angle compensation, the higher cutting voltage may the plasma’s duty cycle.
Modern plasma system is also capable of minimizing the so-called process shift when that plasma arc shift across the top of the plate while the torch tilts. The AC head accomplishes this feat by optimizing the relation between the torch head and the bevel pivot point.
There are multiple factors to consider for different cutting bevel types. Like V cut for smooth cutting edge and Sharp bottom edge.
When a bevel is made with the plasma cutting, the high-temperature gases are blown into the kerf result in a rounded top and rough edge.
Nowadays, most of the fabricators realize that bevels with plasma cutting are better in every way and that’s why the smart ones don’t push their product in another place for the beveled edges. Remember, staying up-to-date is really important besides giving the best service in order to keep your number on your client’s phonebook. So, never stop looking more advanced and efficient alternatives.
Metal fabrication industry is an evergreen industry that might face some difficulty time to time but at the end, it’ll survive and keep its dominance. After the rebound from record lows during the Great Recession, total spatial spending in the metal fabrication industry is somewhat steady with a slight uplift on the edge. While specific machines like laser cutting units, fiber lasers, etc. had a great sales last few years, the overall capital spent on metal fabrication hasn’t changed that much – until recently.

Forecast of Capital Spending in 2018
The forecast was made and published by the FMA (Fabricators and Manufacturers Association) and the forecast “2018 Capital Spending Forecast” was released at Chicago’s FABTECH Tradeshow around the end of 2017.
According to that prediction, capital spending on Metal fabrication was supposed to be more than 2.7 billion US Dollars and by the way, this year started, it seems that 2018s prediction will be correct.
This estimated number for 2018 is 20% higher than 2017. According to some, the percentage may surpass even that.

Why the rise in spending?
It’s no wonder the demand for fabricated products in increasing prominently, especially when everything is getting a robust metal look. Steel Fabrication, Aluminum Fabrication, Stainless Steel Fabrication, Metal bending, Metal rolling, everything is getting much more attention than they used to get. That’s why almost every fabricator, small, medium or big, is optimistic about this year.
This optimistic sight was nurtured by their client’s interest in fabricated products for every project.
It is simple economics, the more you demand something, the more investment that sector gets. Seeing the need for fabricated metal products, it won’t be a gamble to say that the year 2018 is a year full opportunities for metal fabrication industries.

Where is the Capital going?
Almost 87% responders of a survey expressed their gut feeling that most of the spending in metal fabrication will be spent to buy new machines and equipment for laser cutting, metal bending, metal rolling etc.
Among the different fabrication processes, welding earns the top spot as it is the most spent process of all.
Projected consumable spending is up 17% and power supply for welding is up by 14%, these two are another significant area where the capital will go. But the greatest leap is in the spending for laser cutting and metal bending, nearly 40% from 2017s projection.
The least expected is the rebound in spending on CO2 based laser cutting machines, which is up to more than 22% than last year’s projection. The plasma cutting system can have a huge uptick this year with its projected 26% spending while plate roll spending is up by 28% and waterjet cutting spending is up for 23%.
Among the equipment, the hydraulic presses stand out with projected spending of more than 216 million US Dollars. This is nearly double for last few years and almost as much as the total projected spending for laser cutting machines in 2014.
Undoubtedly 2018 is the year for metal fabrication industry and the owners. The huge amount of capital indicates only one thing and that is metal fabrication has a bright future ahead.
The president of A.M. Machinery Sales Inc, Mr. Tony McCue has expressed his wonder about not seeing any noticeable advancement in the abrasive finishing machinery where laser cutting. metal bending, metal rolling, and boring technology have reached the possible peak in the early 21st century. For the last 50 years, the only advancement we saw in the abrasive finishing machinery is the size being compact gradually. Apart from that, there is no noticeable change in the technology since the mid-20th century.

When Mr. McCue asked himself “why?” he again and again, got the same reply, “Because it works”.
When the traditional abrasive finishing works in metal fabrication, why bother spending time and resources to look for something more efficient. This is what people usually think and that’s why there is no actual advancement in stainless steel fabrication, Aluminium fabrication, and steel fabrication.
He is indicating towards the wide-belt deburring machines that are still seen these days, even after half a century since their invention around the 60s. These machines grind the metallic surface while its parts move below them. To support the tough and aggressive abrasive removal method, it needs a sturdy frame and a powerful motor.
Although they are still lying on fabrication shops, many believe they are just not suitable for today’s need, especially when compared to the laser technology. Laser can give fabricators a smooth surface.
These wide-belted machines dig deeper and scratch the surfaces to make a clean edge. This is much costly and undoubtedly defeats the purpose, according to McCue. But he proposed a better approach automated deburring and it is the DiscMaster. It’s made in Germany by Loewer Maschinen. The unique feature of DiscMaster is it doesn’t need any wide bulky belt to run.

It has 4 motors attached to a sturdy frame that holds everything together. 2 of the 4 motors power the 2 deburring discs. They oscillate over the workpiece. Each disc is almost ten inches in diameter and they have a Velcro pad on the outer surface on which the abrasive pads are attached. Besides the pads, a foam rubber pad placed on the center along with aluminum backing is also part of the unit.
These rubber discs can flow over the outer edges and in & out of the holes to remove its sharpness. Back motors run the brush discs that also oscillate over entire conveyor region and handle all the final rounding and the edges.
This unit is capable of handling parts from ½ inches diameter to 60 inches wide and is designed to tackle almost up to ½ inches thick. Any special fixtures or any expensive perforated conveyors needed to hold the metal parts in its place when they come into the contact.
Given the expenses of the discs compared to the wide and bulky belts and the barrel brushes, a fabricator can easily expect a cut in the total cost. For the fabricators who will love to own a machine to achieve a particular grain finish on the stainless steel parts, getting rid of the wide-belted machines or buying prefinished metals from the mill may get them what they want, a proper finishing with the least amount of money spent.
Being the absolute best at what you do can be overwhelming and challenging at the same time, especially if you own a metal fabrication facility. Besides, it is not easy to get everything as precisely as your client wants, without taking some precautions and safety measures.

These efforts are must if you want your company to be elevated to the next level. But here are some steps that might help.
- Identify Product Family: If you don’t know what product family is or how to order the equipment according to the product family then most probably you are not saving a lot of time in the production. But once you know the product families and sort out the new order depending on its production mix, production process, etc. you’ll save a lot of time and probably some production cost. And this will also ensure your client getting his delivery as he wished for.
- VSM Key Product Families: VSM or Value stream mapping is known as the planning and assessment tool for lean practitioners. This mapping depicts how your enterprise operates and turns quotes into cash. By developing a future-state VSM, you can see how efficiently your materials can flow through the improved ways.
- Address Information Quality Issue: As a metal fabricator, you don’t get to manufacture simple designs and materials so often. Most of the time, they are complicated and that’s why every single detail about the material count. So, ensure your information and details for laser cutting, metal bending, metal rolling, etc. are correct.

- Implement 5S and TPM: While working at a custom fabricator, you get to be accompanied by hundreds of moving parts and tools. These parts and machines, as well as your office, shouldn’t stay unorganized because this may cause a rapid decrease in productivity. You can use 5S to keep everything organized in your facility. Besides, a solid Total productive maintenance or TPM can also really provide stability and predictability.
- Achieve Quick Changeover: Quick changeover promotes flow and extensively reduce production cost, mostly in any equipment-intensive custom fabricator. That’s why it’s crucial to evaluate various changeover and setup processes all throughout the operation. And by doing this, you can shorten changeover times by 40 percent.
- Revise the office & Shop layouts to Support the Flow: I know it won’t be easy but developing an effective layout can provide some advantages to the custom fabricator. A proper layout can accelerate the entire process of a material being moved from one place to another, especially for stainless steel fabrication, Aluminium fabrication, and steel fabrication.

- Establish Pull Systems: If you are still continuing with the traditional “push” approach to the part flow, you might be losing some profit. So, instead of pushing your employees and machines with materials and tools, you can pull the final production from the entire process. With this pull approach, WIP (work-in-process) will also increase, making the workstation organized and the employees more attentive to the work.
- Continuously Improve: To be honest, there won’t be any success for you or your company unless you work on improving your entire fabrication process. So every time you hear about a new technique or any tools for the fabrication processes, it’s your job to dig more and implement into your facility.
In Metal fabrication industry, cost-effectiveness is something that can’t get unnoticed. Whatever the tool or machine is, Metal fabrication owners always look for a way to replace or update it. But not in case of press brakes.
Most of the time, the press brake ends up lying around with the scrap metal. But a cost-efficient approach would be to increase its productivity by retrofitting the press brake with time-saving setup, operation, and scarp fatigue. This will not only work for your old one but also increase the productivity of your properly functioning press brake too.

Here’s how to do it.
1. Examine its Electrical, Mechanical, and Hydraulic condition
Check if the ram is accurate or not. See if it is leveled on both sides equally. Depending on your metal bending methods, accuracy may vary. Now, check the pedestal control. Sometimes, faulty backgauge controls can be the reason for not getting precise metal bending results. By replacing the control, the efficiency of metal bending or metal rolling can be increased to an extent. Lastly, check if all the press brake option is working properly or not. Sometimes, a press brake machine can work easily without programmable control heads. In those cases, operating the machine manually for metal bending can be a cost-efficient solution.
2. Get to know what you are working with
There are two main types of Press brakes. Mechanical press Brake and Hydraulic Press Brake.
Before you decide what you are going to do with the press brake, just make sure you know the ins and out of the unit. This will help you take the decision.
Check the parts. See if it’s programmable or manual. Know the ram repeatability.
If you own a big fabrication shop, you might not get the details right unless you ask the operators. But if you are constantly checking up on your employees and machines, this information is already inside your head.

3. Assess its pain points
Is it forthgauging or backgauging? Which one makes more sense? Are you frequently changing the tools? Do you die heights change, when you change the tools? Are the ram depth and angle adjusted manually? Get all the answers. Asses all the information about the pain points. For example, is you operator handling same parts multiple time? Is the gauging area changing within the part? Does the operator adjust the finger very often?
Sometimes, the programming can be the reason for your pain. Find out if your operator is capable of creating the programs for the machine. Many high-end retrofit control offers the opportunity to pre-program the job from their own computer.
4. Evaluate the approaches and get to a conclusion
Evaluating the possible approaches are your next step. See which retrofit company can give your press brake a modern look so that it doesn’t look like an old junk beside your laser cutting machine. Then execute the plan.
Conclusion: Stainless Steel fabrication, Aluminium fabrication or just regular Steel fabrication, in Metal fabrication industry, there’s no way you can compromise the cost-efficiency and the productivity. So always look for ways to make your machines more productive yet keeping the fabrication process cost-effective. This is the formula for success in the metal fabrication industry.
Productivity of a machine’s successor in Metal fabrication can leave the predecessor good for nothing. For example, a fiber laser cutting machine can manufacture as much as multiple Carbon Di-Oxide lasers. Again, a press braking machine, which is equipped with automatic tool changing feature can meet the production of 2-3 and more traditional mechanical or hydraulic press brake machines.
Metal fabrication industry is rapidly changing with the widened manufacturing landscape. Technology and its effect is spreading so quickly that manufacturers feel they can’t keep a machine until its end-of-life.

P. J. McElroy, the sales account manager at Siemens Financial Services said that companies nowadays can’t know for sure that what the machinery will look like, in next 5-10 years. As rapidly the tech industry is advancing, fabricators are finding it hard to keep up with.
During a panel for custom fabricator management at last year’s San Diego FABRICATOR Leadership summit, some participants pointed out to equipment financing alternatives, such as leasing, which will help them stay technically competitive.
But leasing has never been a buzzword in the Metal fabrication industry. Less than 11% of the responders to “2018 capital Spending Forecast” stated that they would like to get new equipment and tools through leasing.
However, leasing can really be flexible for companies and small business owners, according to McElroy. He explained that leasing agreement can incorporate machine upgrade option, either stuffed into the agreement or as a part of an upgrade and re-financing arrangement at the very end of the exact lease term.
But like leasing anything, leasing a machine, for example, a high-end laser cutting machine, metal rolling or metal bending press brake, etc. for Stainless Steel fabrication, Aluminium fabrication or Steel fabrication comes with some conditions.
However, leasing is not as fruitful as for the lucky one. One of the main concern for metal fabricators about leasing a machine is they fear that it won’t work as efficiently as promised.

But what makes leasing attractive?
It has something to do with freeing cash flow, which can be used on other resources, software including. Software orchestrates system within the specific machine and also coordinates the information between multiple systems within a plant or more.
However, software financing options have become available within certain situations, especially if that financial institute has a close relation to the software provider. SFC, for example, offers finance-related strategies that include their product management and design software.
I know that software is not that useful without a physical tool or machine, especially for Metal fabrication and manufacturing industry. That’s why, in this case, the real value of a manufacturing productive asset lies in software and control, apart from the people who work there.

Now more than ever before, industrial financing requires working with different companies’ making, upgrading, repairing, and servicing. Also, Metal fabrication industry should think about the advancement in technology and realize that they are only losing their business if they cannot cope up with others who have the fascinating tech, which a few years ago, no one could have thought about. So it’s their time to invest in their business to keep it going at pace with the world. Otherwise, it’ll lag behind and shoot from its orbit like a falling star.
Ergonomics is considered as a nice-thing-to-do in the USA for a long time. But countries in EU, Canada, Australia and few other countries have made ergonomics a law that is a must to abide by. In those countries, the offending business must pay the fine if they do not adhere to the rules, guidelines, and standards. Although Ergonomics in countries like the USA, Singapore, Thailand, India, is still voluntary, nowadays it is not only a nice-thing-to-do. Instead, it has become a must-to-do for metal fabrication industry.

As with most of the business-related decisions, installments of ergonomic machinery and tools come down to the figures and number. Although installing ergonomic equipment costs a lot of money but that doesn’t compare to the cost of accidents and injuries, as well as the compensation for the worker’s medical expenses. Also, the loss of productivity will add to the costs of an accident or injury of your employee.
Apart from saving the expenses that I just mentioned, ergonomic tools and machinery will also increase productivity by reducing wasted movements that consist of lean manufacturing.

Accidents and Injuries Cost Money
MMH or Manual Material Handling injury continues to lead employees’ compensation claims and all their associated expenses according to 2017s Work-place Safety Index, made by the Liberty Mutual Institute for Safety.
The expense of lost-time injury varies, but on average, it is $25000 for each incident. So by preventing one single lost-time injury can definitely save you more than what you would spend on ergonomic equipment.
This particular problem is spreading and it isn’t confined to any single sector. But the industrial workplace report indicates a high amount of MMH lost-time accidents and the employees’ compensation claims, showed by the US Department of Labor.
Sometimes these MMH accidents and injuries are incorporated with the poor ergonomics of laser cutting machine, metal bending machine or any other metal fabrication related equipment. The poorly designed workplace and inappropriate manually-handled machines can put your employees at risk. This results in a loss of productivity, lack of quality in production, lost work hours, massive medical cost including compensating claims.
A lot of those claims are results of the accumulated traumas, not any single accident. This includes sprains, tendonitis, strains, and even back pain. This type of injuries usually derives from repeated or excessive stress on the hands, ankles, wrists, elbows, shoulders, and back.
For example, heavy objects should not be lifted from a low angle like the pallet or the floor, bending over in the containers, wire baskets, tubs, etc. should be reduced.
Better Ergonomics Increases Productivity
A well-trained, dependable, productive, creative worker is a standout amongst the most important resources a Metal Fabrication company has. At the point when a worker is missing, notwithstanding for transient damage, the special abilities he or she has created are not supplanted by an alternative. Quality, productivity, and efficiency would all be able to endure. These indirect expenses can without much of a stretch surpass all medicinal expenses.
Often the ergonomics upgrades come in form of a simple upgrade. These could include versatile, easy access machines that help your employees to get rid uncomfortable working positions and reduce bending, lifting, and reaching.
So before the medical expenses and loss of productivity pile up on your annual revenue, it’s time to adopt ergonomic equipment for laser cutting, metal bending, metal rolling, and all other Stainless Steel fabrication, Aluminium fabrication or Steel fabrication related works for the best long-term outcome.

