





Achieving precise result with desired quality while maintaining a competitive cost is the reason for any innovation in any metal fabrication process like laser cutting, stamping, metal bending, welding, metal rolling, etc. Regardless of the material, aluminium fabrication, steel fabrication, or stainless steel fabrication processes are upgrading for the better.
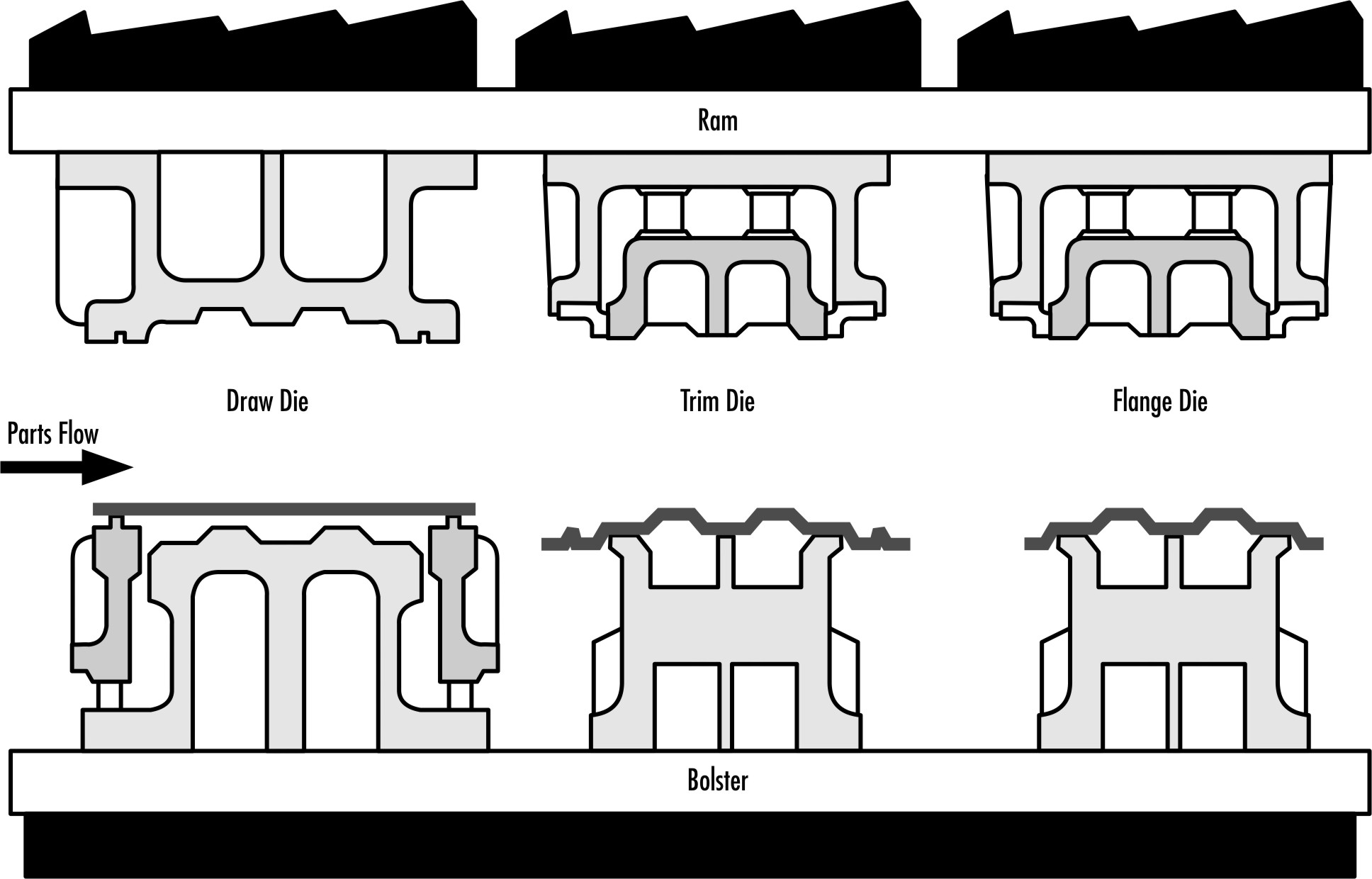
With the same goal in mind, deep drawing press techniques and the equipment used in die technology are being optimized to achieve a reproducible and productive forming process.
Sheet metal flow sheering
One of the main reasons for deep drawing irregular parts or components like automotive decklids or fenders is that the metal sheet flowing between the draw binders must be steered properly, resulting in no cracks or wrinkles.
In order to steer the metal sheet flow into the binder of your draw die, these methods can be helpful.
a) Draw beads: By causing friction and bending forces, draw beads can easily hinder metal flows in specific areas of the blank holder.
b) Lock Beads: These lock beads have the capability to stop sheet metal flows at any area of the binders.
c) Blank’s shape: The local increase of blank size can contribute to higher friction and forming forces, which hinders metal flow between the binders.
d) Friction between the binder and the blanks: The friction force can be altered in order to steer the metal flow between binders. Widening or narrowing the space between binder, altering the pressure between the binders & blank and spraying less or more lubricant on blank are the three typical methods to increase and decrease the frictions.
Hydraulic cushion system
There are two basic ways that deep drawing can be done. One, in a dual press that has two rams (blank holder ram and primary ram) and two, in a single press that has a cushion system on the press table. Both can be either hydraulic or mechanically driven.
A dual press or double-acting press is mostly used for deep drawing. On the other hand, a single press or some single-acting press have hydraulic cylinders in the 4 corners of its press table. Each of them has a unique servo valve to ensure the strokes of each of the cylinders can be run over by particular blank holder forces. This also helps the forming process to be more programmable and reproductive.

Die Stiffness and Flexibility
Usually, dies are made to be stiff, not flexible. But the material cannot be 100% rigid and they shouldn’t be 100% rigid.
While using a CNC multi-point cushion system, each of the cushion pins could be utilized at fullest to influence the corresponding defined region of the low binder surface. The action can be optimized with the SE-BH or segment-elastic blank holder, developed by the IFU at the University of Stuttgart.
This blank holder can be made from any nylon-based thermoplastic component and they are usually designed with a pyramid-shaped steel insert. This blank holder then force is then introduced to the inserts to ensure sound corresponding between the blank holder forces and the pressure-enabled base region of the insert pyramid.
From the functionality and actions, it is clear that the stiffness of the die or its flexibility has a lot to do with the deep drawing operations.

