




Metal fabrication is all about precision. No matter what it is, laser cutting, metal bending, metal rolling, grinding, boring or welding, metal fabricators need to be “precise” and “on point” to get best-fabricated products from his workshop.
Precision is the weapon for fabrication industry and they can’t risk missing any details unless they want to leave a bad impression on their clients, which is definitely not profitable for him. And it is never late to check the details. Fabricators have literally endless time to look for the missing details and modify accordingly till it is being shipped to the client’s address.

But it may be confusing if I keep referring to “details” without explaining what I’m actually indicating towards. Actually, I’m talking about everything with the word “details”.
This “details” is the measurements that you take for the stainless steel fabrication, aluminium fabrication, or steel fabrication job that a fabricator has in their hands. They should ensure the angles are properly measured, the lengths are accurately calculated, and the force or pressure is applied exactly according to the requirements. Simply, every variable and its value in metal fabrication industry is a “details”. You must make sure the details are on point.

Another thing that I mean when I say “details” is the intensity of that pressure. Think it like boiling an egg. Some like half boiled and some want their morning egg to be hard properly. Although the process of preparing half and full boiled egg is same, the difference is in the intensity of water heat and time. Just like this, every metal fabrication process has multiple resultant to offer. It depends on the intensity of the process to give you precise results. That’s why you can’t miss out any of them.
The last thing that falls under the category of “details” in metal fabrication is the miscellaneous works that come with every fabrication job. For example, cleaning the edges before grinding the second time, making sure the welding is not too thin, etc. are the type of work that fabricators don’t want to pay too much attention to. But little did they know that small things like this contribute immensely to the success of a product.

Fabricators should understand the importance of this small details every time they start a new project until they have shipped it away successfully. True success in fabrication industry means your client is satisfied to receive what he wants and you are satisfied delivering it to him.
Even the littlest, most apparently unimportant things, such as neglect cleaning or supplant your consumables, could heighten to finish machine glitch. Missing even a little spot of slag between the passes will leave an incorporation that could prompt a weld breaking out. Also, an erratically prepared tungsten may make them ask why the TIG puddle is everywhere.
It’s never past the point where it is possible to chip away at the little things, and they really do mean achievement in bigger things as you advance in the exchanges. Scrupulousness isn’t something that simply happens. It’s an educated quality, and you’ll have it just on the off chance that you set it in motion on the very beginning.
You will never hear from a kid that one day he will become the wielder of a grinder in a metal fabrication workshop or out in the garage. No one will say that I want to be a laser cutting machine operator or metal bending and even metal rolling specialist. Some people may enjoy it, others loathe it, but no one can deny that grinding is an old and manual fabrication process and it is difficult to avoid. The surface needs to be neat and bevel needs to be cleaned out as welding preparation. Some fabricators use torches for welding preparation but usually, they need to get a pass or 2 with angle grinders.

But when it is time for beveling after the process of stainless steel fabrication, aluminium fabrication or steel fabrication, the hand grinding is not the prime option. There are many power tools with beveling options that involve any type of milling or nibbling cutter. Some of them come with a guide that helps position the tool along the surface edge. Like milling operation on the machining center, the beveling tools can create chips which carry away the heat produced for operation, avoiding heat-affected regions created by the thermal process.
There is a specially designed beveling tool, suitable for pipes. It is the B-500, which is a single-pass metal pipe beveler manufactured by RIDGID®, a part of the Emerson Commercial and Residential Solution.

This system is designed to be easily moved to the work site, be it in the sea or the field. Besides, the tool doesn’t have any mandrel, which engages the pipe’s inside diameter. Global marketing manager of RIDGID, Mr. Larry Feskanich told that it had no bulky pieces to be carried along for mounting inside the pipe’s diameter. He also added that any specific accessory is not required to adapt to different pipe diameter of pipes. Instead, it will grip pipe’s wall between 3/16 inches and ½ inches thick with 2 wheels standing on the (OD) outside diameter. Another wheel is in the ID (inside diameter). These wheels can easily adapt to any pipe with 4 inches outside diameter and more, all the way to flat plates. It should be noted that a wheel does need to be fit to the inside of that pipe so that the tool is not designed to bevel pipes smaller than 4 inches in diameter.
Few beveling units available on the market is capable of peeling a ribbon off the edges by using a cutting action, which resembles a can opener. Other tools use nibbling tools with square or rectangular punches, which moves up and down.

Also, there are some which use a milling cutter, including the B-500. Once the tool operator clamps it, the cutter sits in the parallel position to the pipe. Once this system is engaged and its cutting head starts to mill away, a bevel edge is created based on the tool’s geometry. This way, its cutting head governs the required bevel angle. One of the cutters creates 30 degrees bevel and the second one creates 37.5 degrees. The last one makes the 45-degree angle on the bevel and all of them are designed to make the bevel with a single pass.
It’s claimed that it will shorten the welding preparation period drastically, making welding as quick as possible so that daily production is increased.
The global steel production for metal fabrication has made their journey into the sky for ten years straight from 2005 to 2015. But in 2016, the trend seems to get a pause. After 2015’s marginal growth, output dropped 3% that is 164 million tons globally in the year 2016, as mentioned in the annual report by German Steel Tube Association. But thankfully, last year’s production brought a new hope for the industry. According to WorldSteel.org, last year’s crude steel production was highest among previous years’ worldwide steel production. Previously, the record production of crude steel was in 2014 where China alone produced 822.3 million tons and the rest of the world produced 847.1 million tons, making the total production of steel around 1670 million tons. But in 2017, the production leaped a slight from 2014s 1670 million tons to 1691 million tons, where China alone produced 831.7 million tons and 859.5 million tons from rest of the world.
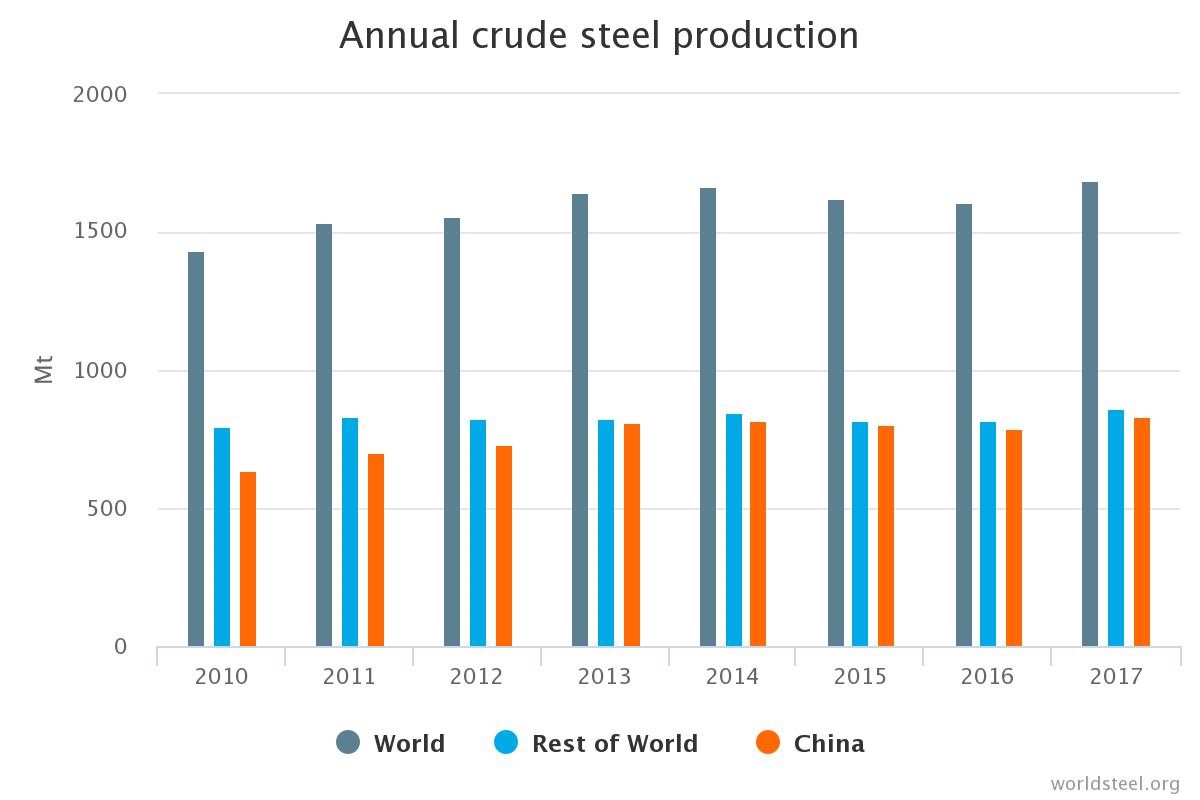
Source: WorldSteel.org
This rise of demand was caused by continuous use of Steel in stainless steel fabrication and steel fabrication. These steel is used for metal bending, laser cutting, manufacturing metal cabinets, boxes, metal rolling, etc. With the massive use steel, aluminium use for aluminium fabrication is also increasing rapidly. But that’s not what I’m going to cover today.
Anyway, when people asked about 2015’s drop in steel production, many came to the conclusion that it was caused by an attempt of replacing steel with other metal throughout different industries. Although the motive was to find out another metal that is more efficient and cheap in price, clearly the motive wasn’t fulfilled and we could say that from 2017’s rise in demand for steel in the global market.
This demand was scattered throughout all over the world, in different industries. As usual, the Building and Infrastructure industry had the most demand for steel. They consumed almost 50 percent of total production worldwide. Second in place for steel craving was Mechanical Equipment industry that consumed total 16 percent of annual steel production. Here the difference between Building and Infrastructure to Mechanical Equipment demand was huge. But with 13 percent consumption and demand for steel last year, Automotive industry is close to the Mechanical Equipment industry, in terms of using the steel.
On the fourth position, Metal Products kept their feet grounded like every year, using almost 11 percent of total steel production last year. From here on, other industries divide the demand between themselves according to their need. Most notably, other transportation systems is consuming 5%, Electrical Equipment 3%, and Domestic appliances 2% in total.
An Assumption
According to the claims of German Steel Tube Association, Steel pipe industry and its application have improved since the year 2016. The estimate indicated that the overall investment in energy sectors will surely get back to normal from its state after 2015’s sudden fall.

Additionally, the resulting backlog, the circular upswing in the raw metal material and steel rates should benefit the industry like the continued robust economic activity is benefitting the industrialized world. Apart from that, the German Steel Tube Association is expecting North America’s expansive economic policies and the energy policy to put a strong focus on the fossil fuels. This will have a positive effect on the steel tube and pipe industry.
Manufacturing process nowadays is very safe and efficient thanks to the advancements being brought every day to the metal fabrication industry. This technological advancement has brought back the desired industrialization that people hoped to see after the Industrial Revolution. Laser cutting, metal bending, metal rolling and almost every stainless steel fabrication, aluminium fabrication, and steel fabrication process have brought new dimensions to the metal fabrication industry over the years. These inventions and advancements have made the industries profitable and the one which made the best out of it is the laser.
Laser technology made an impact so big that none of the others were even close. Its impact can be felt throughout the entire manufacturing industry, not only for its cutting ability but also for its welding feats too. New and proficient generation forms are frequently impractical without the upsides of laser innovation. Along these lines, assorted sheet thicknesses and characteristics are transformed into custom-made spaces by welding and protection spot welding is supplanted by laser seams.
Laser welding has almost become paradoxical in how efficient and flexible it is compared to the weld joint geometries. When the fabricators can consider how restrictive and bound the requirements are for the highest possible gap, they’ll easily know why. Although it is true that maintaining a minimal gap seam in important for broad range of ways for assembling a part for laser welding, it is immensely beneficial to consider its effects on the upstream processes.
Today’s modern laser is capable of cutting metal parts more consistently, quickly, and with clean edges. With the laser welding, fabricators can achieve higher speed for welding that results in a weld seam. The part is finished when the weld work is finished.
How does it work?
Laser welding can be done by hand but most of the systems are automated these days. These systems use Computer Aided Manufacturing (CAM) which is based on the Computer Aided Designs.

The laser beam welding is for the most part utilized for joining segments that should be attached with high welding speeds, thin and little welding seam & low thermal distortion. The higher welding speeds, a phenomenal programmed task and the likelihood to control the quality online amid the procedure to make this laser welding a typical joining technique in the cutting edge modern creation.
Laser types
There are different types of laser available for commercial use, but mostly two of them are used for laser welding. They are Solid State Laser and the Gas Lasers.
Solid State Laser operates at specific wavelengths on the order of one micrometer, which is much shorter compared to the gas lasers for weld works. The gas laser uses high voltage and low current power source to supply just the amount of energy needed to excite that gas mixture that is used as a lasing medium.

Laser Welding Machine Type
Modern-day laser beam weld machines can be grouped into 2 major types. The traditional type and the remote type. In the traditional types, the laser output is moved to precisely follow the seam and it is mostly done by a robot.
In Remote laser beam welding, the laser output is moved precisely with the help of the laser scanner. This laser welding machine has many advantages over the traditional ones. But the higher precision and speedy finish are the most noticeable ones.
Hydraulic press is a complex unit used for metal bending and pressing. Almost every metal fabrication shop has one of this in their workshop because the hydraulic press is much efficient in its job, which is to bend press sheet metals.
Whether it stainless steel fabrication, aluminium fabrication or steel fabrication, a hydraulic press can bend press any type of sheet metal with precision until somehow the press is compromised.
But in some cases, the compromised hydraulic press can be repaired and used further and in some cases, you will need a completely new hydraulic press to maintain your workflow.
Anyway, how would you know when to move on to a new hydraulic press and when to give it another try?
That’s why I’m here today. I’m going to set the parameter by which you’ll be able to identify the condition of your hydraulic press.
Something wrong with the Hydraulic Press or not?
First of all, when do you know that there’s something wrong with the press brake?
When the press stops coming down to the repeatable depth or when the electrical system keeps shorting out, you should be prepared to do what’s necessary. Maybe repair it or change them completely. Sometimes fluid leaking from its power unit is an indication of malfunction. In this case, your customers won’t take the delivered product because it will have the stain of the machine’s fluid. But it’s a rare case scenario.
Judge by the number
If you are confused whether to replace the hydraulic press or not, then the first thing you should do is look at the numbers.
If only one of the unit or section of your entire machine is malfunctioning, you can simply replace the particular part, which will save a great deal of money than you’d have spent on a new machine.
You should also consider the auxiliary cost of buying a new one, freight rigging, setup etc. So if the problem is with one part of your hydraulic press, maybe it’s not the time to replace the entire unit.

Mechanical Health
Mechanical health indicates to the physical structure of the hydraulic press. This means you’ll have to check for cracks in the structure, amount of clearance in the grinding system among other things.
If you find any crack, it’s time for you to completely replace the unit because this one won’t keep its integrity anyway. So why waste money on upgrading it. Simply replace it.
Hydraulic health
Leaking of oil and lack of depth repeatability is what hydraulic malfunction covers. Besides, dirt and debris getting into the press then blocking the valves is also a recurring problem of the hydraulic press.
For most cases, this type of problems is easily solved by upgrading the respective unit in the machine. There’s no need to replace the entire press for oil leak because it can easily be fixed. But if you want optimal work speed and don’t have any problem spending few grand, you can always get a new one.

Other minor problems
Your press brake may need minor tweaks here and there. These are so minor that upgrading the unit completely is simply a waste of your money, like an electrical malfunction. Electrical problems can be tweaked very easily. You’ll only need a good pair of hand and eye to get it fixed. No need to replace the unit.
Conclusion: Whether it is laser cutting machine, metal rolling machine or metal bending machine, they need to be monitored regularly before thinking of replacing or worse, scrapping it completely. This way, metal fabricators can save the unnecessary cost of buying new machine for no good reason.
LMD or Laser Metal Deposition is a quick emerging technology in metal fabrication that is being adopted to augment & in few cases replace, the traditional techniques of reproducing, laser cladding, 3D print of metal parts, etc. It definitely saves a lot of money and time of the manufacturers if applied properly in the proper situation.
But how does it work? No, this isn’t any laser cutting technology. Laser Metal Deposition, otherwise known as DED (Directed Energy Deposition) uses a process where metallic powders are contained in hoppers that are blown into the deposition nose or nozzle and then heated with the laser to produce a metal bead. This motion system lays metal beads down, layer over another layer. This process quality, efficiency, and speed can be maintained to the requirements for multiple applications. Maintaining this process is obtained by varying bead width, powder feed rates, speed of motion, laser power. This process is scalable and can be used to repair or fabricate metal parts even as to the scale of millimeters.

Machine & Component Integration
Turnkey Laser Metal Deposition machine could be used as one standalone device to remanufacture parts, clad, and 3D print, etc. Such type of system can include a subtractive feat to finish the surfaces. The machines that include a subtractive and additive feature are referred as hybrid machines. These key machines component includes CAM programming software, dust controller, enclosure for process safety, process chillers, motion controller and system, laser and optics, a powder feeder, powder delivery nozzle.
As an efficient alternative to buying a turnkey Laser Metal Deposition system, a metal fabricator can integrate the deposition head, the powder feeders, and other subassemblies into the robot cells and production line to enable Laser Metal Deposition capability faster and with only a fraction of cost required for buying a turnkey system.
Applications
Like metal bending, laser cutting, and metal rolling machines, laser Metal Deposition technology is getting the attention in gas and oil sector, transportation, tooling, aerospace, etc. thanks to its diverse capabilities and scalability that a single system can provide. LMD is also being used in steel fabrication, aluminium fabrication, and stainless steel fabrication processes very efficiently.
If you were wondering how production, cladding, and repairing can be this much precise, actually it’s the Cam software that takes the CAD model of the metal part and generates a toot path for the machine to follow.
Using Laser Metal Deposition for cladding as the alternative for a traditional process like GTAW, low dilution, Gas metal arc welding, thermal spray etc. that leads to reduced overlay and additional corrosion protection.
Impact on the Industry
As a result of adaptability and advantages of the additive manufacturing, specialists anticipate the additive manufacturing industry to develop by in excess of 30 percent every year, getting to be $20+ billion industry by the year 2020. As indicated by late reports distributed by Gartner, by late 2020, 10% of mechanical applications will be integrating robotic 3D printing innovations into their manufacturing tasks. Because of this technology adjustment, new item discharge courses of events will be diminished by 25 percent, and an expected 75 percent of every single worldwide producer will utilize some tooling made of additive technology in their generation lines.
Additive manufacturing tech, for example, LMD enhances construct times, extends fabricate envelopes, enhances effectiveness & quality, and gives coordination adaptability. This technology is accessible and in task today and will keep on advancing metal manufacturing by extending the domain of probability for part creation, cladding, and re-manufacturing.
Burned resonator tube, clogged filters, dirty optics, gunk over the gasket and the cutting head – clearly this isn’t the state that you want to see your machine in. Maybe it is the current state of your machine or maybe not. But how would you know?
Well, if your machine is not working as you’d have hoped, get ready to do the cleaning.
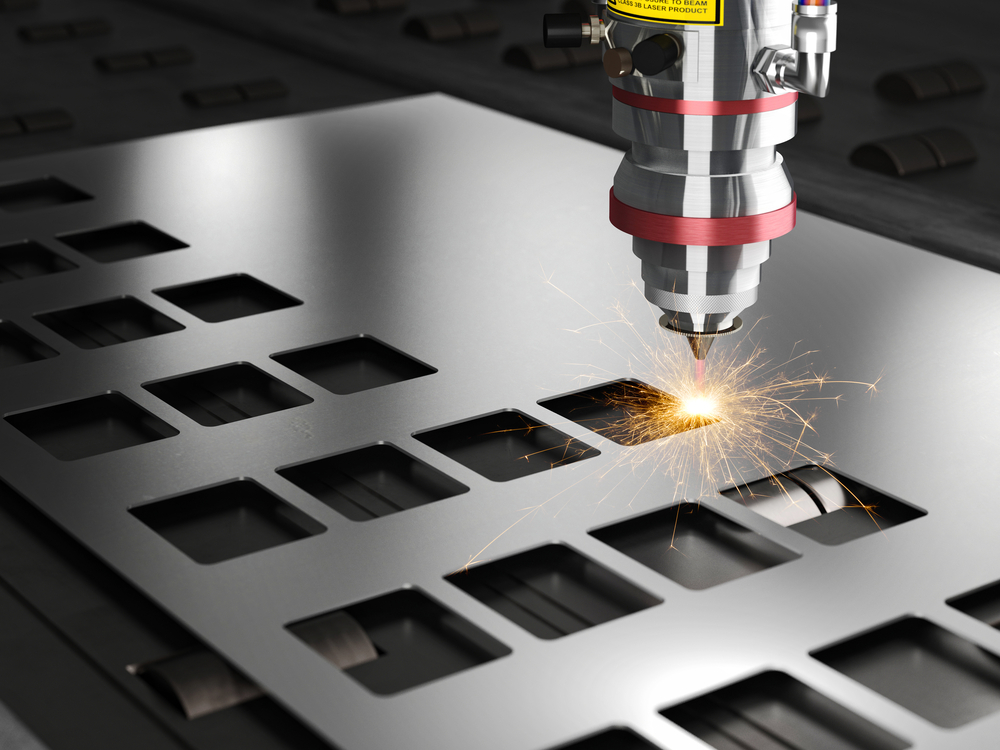
The beam of light and the column of assist gas is the cutting tool for laser machine. But if the machine is not cleaned regularly, the laser cutting tool won’t work that smoothly and the beam won’t pass through the dirt and debris.
When the beam doesn’t pass through the dirt and debris, the laser cutting machines loses its efficiency. And you know that metal fabrication, especially laser cutting is all about precision and efficiency.
For the efficiency of laser cutting, it is really important that the unit is properly cleaned. Otherwise, precision cutting cannot be expected.

Beam Path
Cleaning the beam is easier if your laser cutting operator knows about the lenses and the procedure of changing them time-to-time. Make sure he knows to blow the cutting head’s cavity before he puts it back to the laser cutting unit. For this reason, most of the laser cutting machines have blow nozzle on one side. But if it is not available in your unit, your laser machine operator can look for an unused port and put it on.
Sometimes a regular rubber bulb can do the job for you, although this isn’t the solution. These bulbs have a small flap on their back to draw air into them. But this won’t be of much use if your shop is dirty. You’ll end up only blowing the dirty air of your shop into the lens.
The gaskets in the unit can also be the source of the myriad cutting problems. This introduces dirt and debris into the laser cutting gaskets. When the head of the unit makes contact with the dirty gaskets, dirt is dropped on its newly cleaned cutting lens.
Then the laser cutting machine operator locks its cutting head tightly. The unit then turns the nitrogen purge gas on and this induces the dirt back up into its bellows. This is not ideal if you want optimized laser beams.
Cooling system
Like the beam’s path, machine’s water cooling system also gets dirty very often. It should be cleaned as well. In CO2 laser machine, if the water is not clean, the cathodes be contaminated.
Basic cooling system monitoring includes the water flushing every year. Also changing the chiller filter after every 6 months is recommended by the experts with this unit.
One thing that fabricators fail to realize is if the chiller’s air cooling doesn’t work properly, dirt and debris from the air can enter the laser machine.
The cleaning process is not only important for laser cutting machines. Whether it is stainless steel fabrication, aluminium fabrication or steel fabrication, keeping the units clean after metal bending, metal rolling or any other metal fabrication process saves a lot of your time, effort, and money, in the long run. Eventually, your workshop or units are getting more efficient in their work and this is why we said clean is efficient.
Laser cutting, metal bending, swaging, and piercing. Although this might seem like four different steps of stainless steel fabrication, aluminium fabrication, and steel fabrication, actually it’s not. These steps require many inventory carts and handlings.
The tube has to make it to the cart from the inventory and wheeled to one workstation to the other one, which neither fast nor efficient as a process. However, it is not the only process that you can go with.

Depending on the dimension and severity of the bends, the intended usage of the tube, complexity of the end form, you might get everything done inside a simple stamping die.
Although stamping may seem like a single process, actually it a collection of multiple processes. This process is used to make metal parts of the raw material and it is definitely a speedy and efficient one.
In special cases, a simple metal part can be fabricated with just one hit with stamping die. But complicated parts may need few more hits. For speeding the entire metal fabrication process, the complex tools like progressive and transfer die removes the hardship needed to move the metal parts from one place to another.
The progressive dies take advantage of the lengthy coil of material to transport throughout the entire process. But the transfer dies use automation to do exactly the same as a progressive die. To function properly, both of progressive and transfer dies require the progressive die press or any transfer press.
A niche transfer die tech is the in-die transfer stamping process, which isn’t as common as the other ones. It is actually a gaining ground that is suitable for any tube application. The process is very much similar to transfer and progressive stamping because it completes multiple steps in one single die.
But there is some noteworthy difference in them that sets them apart.
 When a metal part is processed in the progressive die, the part stays attached to the long strip of metal sheets. The designer of stamping die uses it as an advantage because he can know the precise position of the metal part as it goes from one station to another. Then separating the metal finished part of the belt or ribbon is the very last step in the entire process.
When a metal part is processed in the progressive die, the part stays attached to the long strip of metal sheets. The designer of stamping die uses it as an advantage because he can know the precise position of the metal part as it goes from one station to another. Then separating the metal finished part of the belt or ribbon is the very last step in the entire process.
In the In-die transfer, the metal part is separated from the sheet material before in the early stage of the process so that the metal part could be manipulated as the part moves along in the die. The designer of the die incorporates this part locating feature inside the die. He also relies on the tooling to position the part
One thing that is worth noticing is In-die transfer isn’t suitable for all applications that come before. Like everything in manufacturing, it is a matter of adjustability and matching, which decides the suitability of In-die transfer to any metal part. According to some experts, bending to less than ninety degrees is the ideal angle for fabricating tube in dies. Beyond that, tubes that do not have the strictest of tolerances is suitable for In-die transfer.
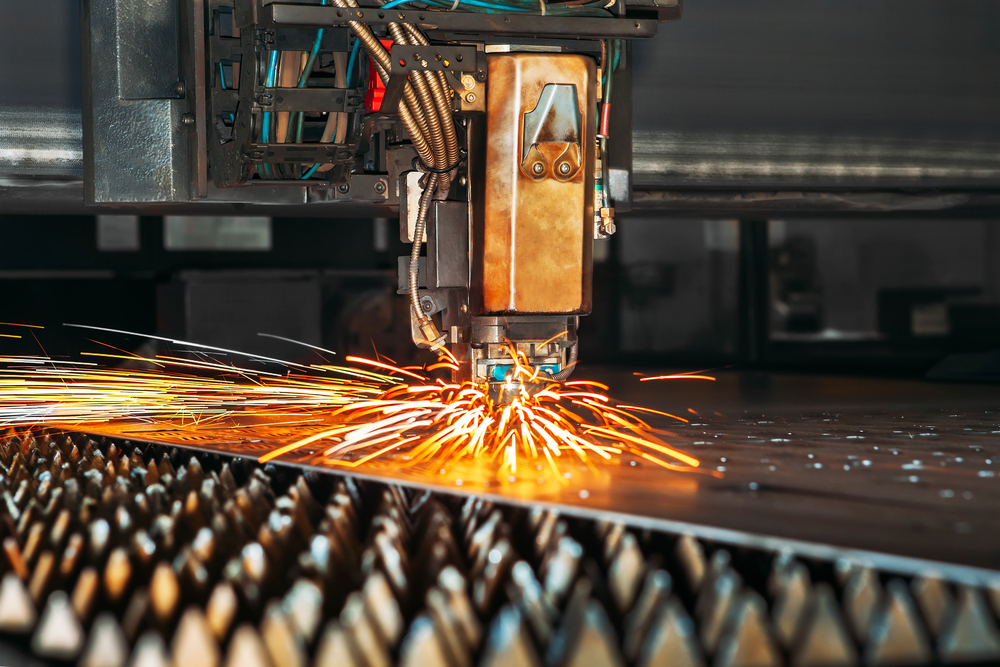
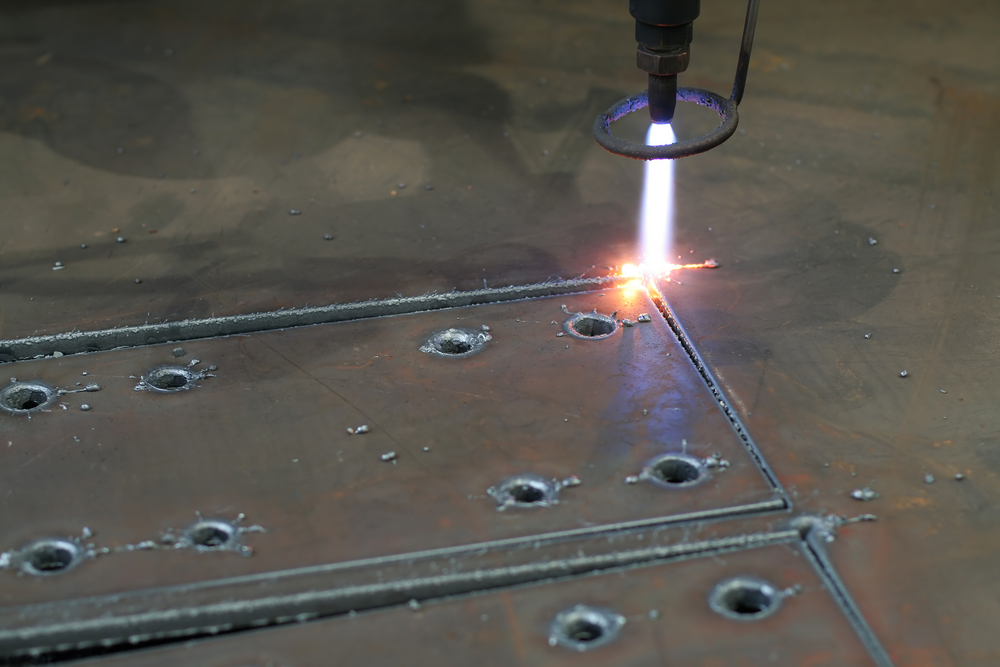
Precision in stainless steel fabrication, aluminium fabrication, and steel fabrication processes like metal bending, metal rolling, laser cutting, etc. is of utmost importance, especially in plasma cutting. Almost half of the parts cut on the plasma cutting table usually need beveled edges, mostly for welding in metal fabrication. In most cases, the edges are cut with an alternative process, like laser cutting. So fabricators do is first cut the parts using plasma and then move the parts to another place where the edges are beveled. This is not efficient for 3 reasons. First of all, it takes more time. Secondly, the second time edge preparation requires more labor for workers and finally the most important reason, wastage of metal.

But if fabricators use a bevel head on the plasma table, they can overcome the three obstacles to make the metal products cost-efficient. Although getting the beveled edges from the plasma table may not be the best solution, it’s definitely better.
Beveling with Plasma
As I have mentioned earlier, beveling the metal edges can help fabricators save a good chunk of money as well as time. Besides, today’s cutting-edge, pun intended, plasma cutting technology is much capable to give your better-beveled edges. So why bother sending the parts to another workstation and get the edges cut in another process which will not only cost you money but also valuable time form your production.
That’s why fabricators should realize that plasma cutting is the way to get beveled edges. Bevel Cutting only requires the plasma system and a high OCV (open-circuit voltage) with an industrial duty cycle. It will ensure that the voltage while cutting, piercing and especially while obtaining higher bevel angles, will not exceed that plasma system’s capabilities and all of this while maintaining a safe distance between the plate and the torch. This safety distance is important to avoid damage to your consumables from the molten metal slags producing when crafting the edge.
Among the different types of torches for plasma cutting, the pointy one is most efficient because of its efficiency in cutting height compulsory to keep a minimal clearance for the bevel cutting, also without posing any threat to your consumables. A clearance distance of 0.08 to 0.1 inch is recommended here.
But it is true that the more clearance you have, the reduced possibility of consumable good and torch damage while leading to a higher and efficient cutting height and also a higher cutting voltage. Both of them have their own problem. While higher cutting height may result is low-quality edge and requires a higher cutting angle compensation, the higher cutting voltage may the plasma’s duty cycle.
Modern plasma system is also capable of minimizing the so-called process shift when that plasma arc shift across the top of the plate while the torch tilts. The AC head accomplishes this feat by optimizing the relation between the torch head and the bevel pivot point.
There are multiple factors to consider for different cutting bevel types. Like V cut for smooth cutting edge and Sharp bottom edge.
When a bevel is made with the plasma cutting, the high-temperature gases are blown into the kerf result in a rounded top and rough edge.
Nowadays, most of the fabricators realize that bevels with plasma cutting are better in every way and that’s why the smart ones don’t push their product in another place for the beveled edges. Remember, staying up-to-date is really important besides giving the best service in order to keep your number on your client’s phonebook. So, never stop looking more advanced and efficient alternatives.
Metal fabrication industry is an evergreen industry that might face some difficulty time to time but at the end, it’ll survive and keep its dominance. After the rebound from record lows during the Great Recession, total spatial spending in the metal fabrication industry is somewhat steady with a slight uplift on the edge. While specific machines like laser cutting units, fiber lasers, etc. had a great sales last few years, the overall capital spent on metal fabrication hasn’t changed that much – until recently.

Forecast of Capital Spending in 2018
The forecast was made and published by the FMA (Fabricators and Manufacturers Association) and the forecast “2018 Capital Spending Forecast” was released at Chicago’s FABTECH Tradeshow around the end of 2017.
According to that prediction, capital spending on Metal fabrication was supposed to be more than 2.7 billion US Dollars and by the way, this year started, it seems that 2018s prediction will be correct.
This estimated number for 2018 is 20% higher than 2017. According to some, the percentage may surpass even that.

Why the rise in spending?
It’s no wonder the demand for fabricated products in increasing prominently, especially when everything is getting a robust metal look. Steel Fabrication, Aluminum Fabrication, Stainless Steel Fabrication, Metal bending, Metal rolling, everything is getting much more attention than they used to get. That’s why almost every fabricator, small, medium or big, is optimistic about this year.
This optimistic sight was nurtured by their client’s interest in fabricated products for every project.
It is simple economics, the more you demand something, the more investment that sector gets. Seeing the need for fabricated metal products, it won’t be a gamble to say that the year 2018 is a year full opportunities for metal fabrication industries.

Where is the Capital going?
Almost 87% responders of a survey expressed their gut feeling that most of the spending in metal fabrication will be spent to buy new machines and equipment for laser cutting, metal bending, metal rolling etc.
Among the different fabrication processes, welding earns the top spot as it is the most spent process of all.
Projected consumable spending is up 17% and power supply for welding is up by 14%, these two are another significant area where the capital will go. But the greatest leap is in the spending for laser cutting and metal bending, nearly 40% from 2017s projection.
The least expected is the rebound in spending on CO2 based laser cutting machines, which is up to more than 22% than last year’s projection. The plasma cutting system can have a huge uptick this year with its projected 26% spending while plate roll spending is up by 28% and waterjet cutting spending is up for 23%.
Among the equipment, the hydraulic presses stand out with projected spending of more than 216 million US Dollars. This is nearly double for last few years and almost as much as the total projected spending for laser cutting machines in 2014.
Undoubtedly 2018 is the year for metal fabrication industry and the owners. The huge amount of capital indicates only one thing and that is metal fabrication has a bright future ahead.

