




If you are lucky enough to pull over into the drive-thru on a rainy day for a burger, you might have benefitted from a common innovation that was made this much popular by the 60% metal fabrication shop at the northwest of Atlanta, a canopy that keeps everything dry.
According to the design manager for Kennesaw, Mr. C. J. Mays, 70-80% of a store’s annual comes from drive-thru. And it is possible that you lose 50-60% revenue due to the weather. Coming from someone who makes canopies on a professional level, really says something.
Actually, a drive-thru usually looks a plain architectural element, which can benefit from flexible tooling. But when you look closely, canopies at most QSRs have a narrow sheet metal panel lookalike extrusion, component that simplifies stainless steel fabrication, aluminium fabrication, and mild steel fabrication greatly.

This strategy of utilizing extrusions where and when possible is the most important element of Uni-Structures’ business plan. Extrusion has been the building blocks to help this business grow.
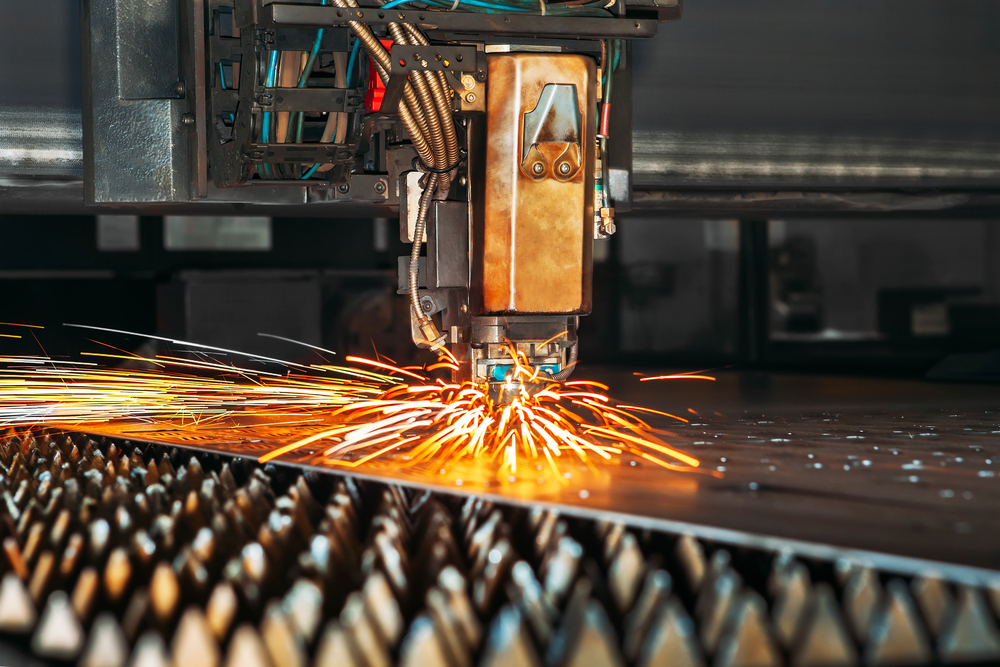
But surprisingly they added a new 4-kW fiber laser in their mechanical rooster. But the question is, is this investment a step to the inevitable transformation, one of precise laser cutting, welding, metal bending, metal rolling, without the need for design tooling or relying on any extruded shape?
According to C J Mays, this is not what’s happening. Instead, he said that this laser cutting machine will help them diversify and put their skills in special projects, like the ones that use visual elements from the core drive-thru businesses, and yet for most cases, this won’t be repeated anywhere else, most probably.
Signs indicating to the Change
CEO of Uni-structure, Michael Barnes was in the sign business once. When he used to put up others’ sign, he realized how unprofessional these are and the hilarious quality.
Then one afternoon, once he launched his company, he saw that people were lining up in the drive-thrus for rain. They couldn’t go out or keep their windows open for long. So he asked himself whether the people deserve more or not.
He got the answer; yes, they deserve. And it won’t be a joke if I say that they bought their laser cutting machine for one reason only, diversification.
Although before that their plasma cutting system was getting the job done, after getting the laser cutting machine, they have been able to take different projects.
Uni-Structures didn’t buy this new fiber laser just to defeat limit imperatives. The buy was rather a part of the organization’s long-haul procedure.

He clarified that the organization has developed into what it is today without a formal deals exertion. Proprietors and directors assembled associations with developers, contractual workers, modelers, establishment proprietors, and those at the corporate level of a portion of the country’s biggest QSRs. Uni-Structures is on the corporate-affirmed rundown of numerous chains; when the need emerges for a drive-through, Uni-Structures gets a call. All this goes back to the decision of them deciding to buy that laser machine.
It’s a great time for a teacher when a connection can develop between classroom learning and certifiable experience, especially if it’s about laser cutting, welding, metal bending, piercing, metal rolling, or any other technical works. In this type of stainless steel fabrication, aluminium fabrication or mild steel fabrication processes, firsthand experience is what that matters.

Curt Claycomb and the welding understudies of him at Northland Career Center at Platte City, Mo., had a chance to encounter just this in 2015. That is the time when the district of Platte Woods, a little city encompassed by Kansas City, Mo., moved toward the technical and career school about manufacturing a foot-bridge for the Emerson Park in the neighborhood.
The open door coincided superbly with the school’s responsibility regarding making instructive conditions that reproduce true working environments. Northland Career Center, from the very beginning, has been dealing with this style of undertaking based learning in the course of recent years. The objective is to offer their students not just the normal classroom and specialized direction typically connected with their area of learning, yet in addition have them prepared so that they may be relied upon to succeed in their own field, no matter what situation arrives. This would have been a huge deal for its welding class.

Claycomb, the industrial welding instructor said that it was one of the largest bridge, as a matter of fact, anything that they’ve ever built.
This undertaking wasn’t just about consolidating metal tubing to make that bridge. The trainees were in charge of everything. They set up together a basic design-layout, with the assistance of the project called Lead The Way trainees from the Platte County High School, and completed a cost-efficiency evaluation to decide the most practical approach needed to make a bridge deserving of a park. When city authorities endorsed the plan, which featured the utilization of a normally rusting metal that needn’t bother with painting, the students examined the accessibility of materials and set up a healthy relationship with one tube factory in the Southeast that could give and convey to a sensible cost. They likewise masterminded pickup and conveyance of that bridge.

Obviously, the trainees were given the chance to utilize their fabricating abilities. Once more, they took care of the design-related choices. Since they were finishing their inside, they chose to utilize the gas metal arc (GMAW) welding procedure to join the tubing & 70S-6, a universally useful welding wire. They took a gander at the welding wire outlined particularly for the old, rusting steels, at the end of the day chose that such wires were not by any means required, similarly as long as the welders didn’t set down excessively metal.
At last, the greatest takeaway for the trainees was how efficiently they took care of the whole task, as per Claycomb.
The welding trainees demonstrated a considerable measure of energy in the offer to finish the bridge work before the end of their school year.
Similarly as any other future business, like metal fabrication industry would expect, together all the trainees met their due date, and the bridge was conveyed by the setup date. A while would go until the point that the bridge was introduced, however, the center group got together one final time for an official devotion in November of 2016
Claycomb said that he seeks this undertaking opens new opportunities. Brian Noller, executive director of the Northland Career Center, was eager to see the venture include different trainees even outside of metal welding modules.
When it’s about your company’s reputation, there is no other way but to make sure everything is right and top-notch. Whether it is stainless steel fabrication, aluminium fabrication or steel fabrication, getting the job done is all that matters. Sometimes it’s easy, sometimes it’s not. But one thing that makes the metal fabrication process easy is the pre-process state of the metal.

For laser cutting, welding, metal rolling, piercing, metal bending, the state of the material plays an important role. An ideal example will be how a better material surface helps to get a better laser cutting.
Laser cutting machine operators claim that the throughout the consistent thickness of the hot-rolled material has a great impact on the laser cutting performance. If the metallic surface is properly done, dialing on the remaining cutting parameter becomes very easy.
Overall, the lighter-gauge stocks offer more flexibility to the laser adjustment, while comparatively thicker stocks offer small process parameter windows to get a good cutting edge. When the window becomes smaller, dialing in the laser cutting parameter becomes more and more challenging and optimal cutting gets compromised.

Any laser cutting machine operator who pushed the machine to its limits with material-thickness knows it very well. Machine variables abound: laser power, kerf width setting, focal point, gas flow, and gating or the pulsing frequency.
If you ask a laser cutting machine operator, what makes a good material for laser cutting, he’ll reply that the material should be flat and smooth at the same time. But if we talk about precise comparison, cutting parameters are kept at that machine’s factory setting; speed of cutting is the only parameter which changed between the runs.
After hundreds and hundreds of metal plates and sheets, a study was able to quantify what most laser cutting machine operators have been guessing for over a decade.
Yes, the surface of the material has a decent effect on the edge quality, more than any other laser cutting conditions and more than you can think.
This is the reason why brushing black-HR with oils before putting it through laser cutting machine makes some sense. Many metal suppliers even use buffers for dressing the metal surface and oil it after that. This surely helps but this doesn’t remove every bit of loose scale or all the air gas as picking will do.
In the end, everything goes back to giving the laser beam a constant-leveled metal surface, no imperfection, no loose scales, no valleys and pits, nothing that hinders a constant focusing point and a consistent depth that goes with focus.
Yes, I know. The cutting parameters might be different for you and the shop beside you. They actually depend on the shop’s climate and other related factors. This includes a proper preventive maintenance on your machine. Remember, bad optics most probably will give you a bad cut, no matter what so ever, even if the material is fine. But if you provide a smooth and consistent metal to a well-maintained, well-operated laser cutting machine, the results will be satisfying.
Fabrication processes like laser cutting, metal bending, metal rolling, etc. require a great deal of safety precautions. Whether it is stainless steel fabrication, aluminium fabrication or steel fabrication, these precautions ensure that the operators of these machines stay safe from the occupational hazards or any kind of accidents. Besides, these safety measures and tips also help increase the productivity. That’s why, today I’m going to talk about few of those tips, especially for the press brake machines.

Keep the Workplace Clean
Metal bending doesn’t get that messy. But the press brake machine should be cleaned properly to ensure precise bending angle and curves. For that, it’s important that your press brake and the workplace is free of scrap, grease, and oil.
Use assists
Press brake operators should use help and assistance from people in loading & unloading the metal parts or even the heavy sheets. This will let the operator concentrate on the work he is given, which is to use the press brake for bending metal sheets.
Dress Properly
In metal fabrication industry, safety is always a concern. Although press brake is not as dangerous as plasma cutting or laser cutting machines, it still can do a good damage to your body, especially the hand. That’s why never forget to wear thick gloves when operating a press brake with sharp-edged sheet metal. Also, wear your googles and other protective gears before start operating the press brake.
Never leave the machine unattended
Even if there is no one is around the press brake to mess the bending shape, you should never leave it unattended, especially when the sheet metal is on the metal bending machine. Leaving the metal part in the press brake may lead to improper precision to the sheet, resulting in uneven bending.

Keep the distance from the moving objects
Footswitch and cords are tough to with, also every loving object near a press brake machine. That’s why it’s important to keep yourself and others safe from moving parts of press brake machines.
Avoid using damaged dies
Just one sheet and then I’ll change the die.
No, don’t do it. You might be thinking what a damaged die can do to your work. A lot of things, mostly bad.
When you use a damaged die in your press brake, you not only put your machine in danger but also yourself. Besides, when the damaged die works on the metal sheet, it will not work as you would expect. Instead, it will give you uneven bending angles, resulting in a product that won’t compile with your standards. Also, using a damaged die can cause a serious accident. That’s why don’t push your die if it is damaged.

Don’t tamper with the wiring and Safety Control
If you are not an electrician, or you don’t know a lot about press brake’s internal construction, then it is best you keep your distance from the wiring and circuits. Don’t mess with the wirings or the safety controls. No need to be the all-knowing electrician. If you see a problem, wait for an actual electrician to come and fix it.
It’s no shock that industrialization has brought the curse of destruction along with the heavenly comfort in our day-to-day life by the manufactured products. Metal fabrication industry is also not an exception. With the constant advancement in laser cutting, metal bending, laser welding, metal rolling, arc welding technology, the new and improved machinery are consuming more and more energy. And some of the bi-product from stainless steel fabrication, aluminium fabrication, and steel fabrication emits harmful greenhouse gas, resulting in holes in the Ozone layer.

But metal fabrication industry is trying heart and soul to minimize the emission. However, many manufacturers are unaware of what to do to prevent the nature being destroyed from their productive work. So, here is 6 effective tips to help you start saving the earth from right on.
1. Energy-efficient Machinery
- Presses: make sure the presses are equipped with energy-efficient features like servo drivers, energy bank, capacitor, regenerative braking, etc.
- Compressed air: Ensure the leak program in your system.
- Shut down: Your machinery should be turned off when they are not in use.
- Pumps, drives, motors: See if your pumps, VFD (Variable-frequency Drives), and motor are efficient in handling the workload.
2. Facility HVAC and Lighting
- Cooling: Ensure that the cooling system can be changed for necessary reasons. They should be optimized to recover & reuse the temperature.
- Lighting: lighting system in your workshop should have sensors to detect when there are shifts going and when there’s no one in the factory.
- Heating: Like the cooling system, your heater, and boiler should be optimized to recover temperature when needed.
3. Fleets & In-plant Vehicles
- Make the best out of your conveyor system, carted system, and automated guided vehicles to limit the amount of lifting truck that you use.
- Also, make sure that your highway fleet operate is using biofuel.

4. Energy Management
- It is important that you develop energy management plans to ensure minimum energy waste in the fabrication process.
- Participating in demand response program is also very important for metal fabrication shop owner.
- Always use controls and sensors to monitor your usage, working speed, efficiency, and production line.
- If your place has an energy recovery & reuse options to use, it will be a plus point for you to minimize energy wastage and keep the earth safe from the power hunger of machines.
5. Heated Water Recovery
- Another way to save energy being wasted in your factory is reducing the heated water for work.
- While fabricating a metal part, an extensive amount of heat is produced by machines. If this heat can be transferred somewhere else to be used in production process, the energy loss will decrease immensely.

6. Renewable Energy
- Finally, what better way to save energy from being a production waste than acquiring the energy from a renewable source. If metal fabricators can use solar energy, geothermal energy, hydropower, wind power and biotechnology as energy sources for their machinery, there won’t be any power loss, practically because the energy is renewable.
Conclusion: In the 21st century, keeping the world safe from mankind’s destruction has always been a great concern. And it is high time all the manufacturers realized the consequences of their work and look for environment-friendly solutions to their problems.
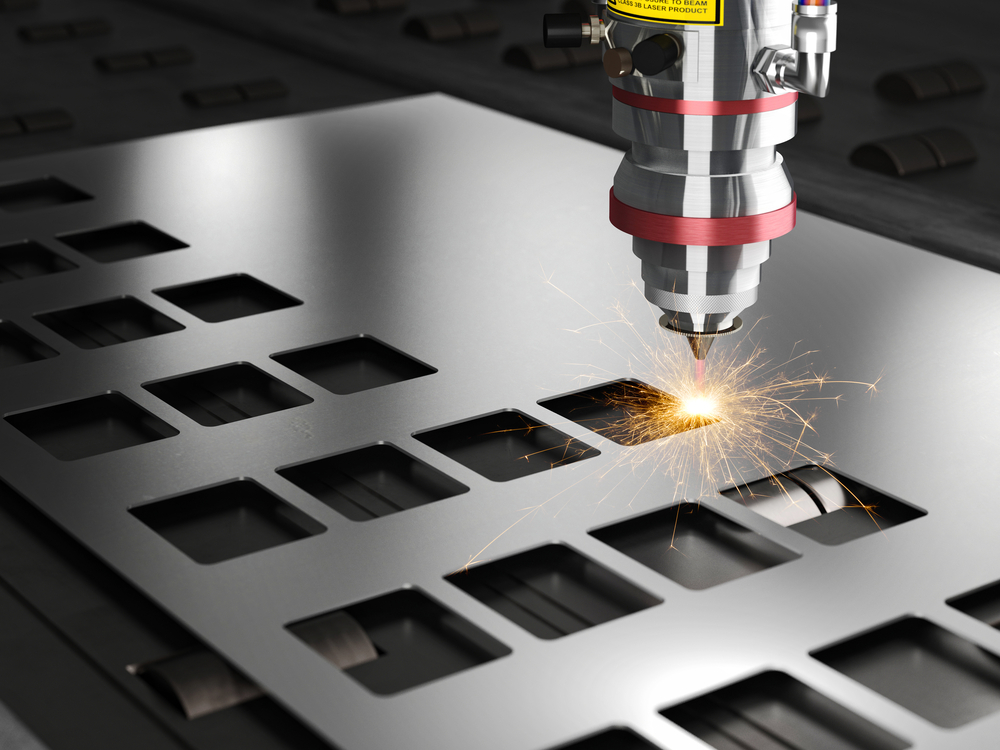
Metal fabrication industry has grown over the year. New and advanced machinery is being introduced to stainless steel fabrication, aluminium fabrication, and steel fabrication for getting precise results in metal bending, welding, metal rolling, etc. But one thing that has been blessed with innovation most is laser cutting technology.
Laser cutting machines are something that metal fabricators don’t buy every day. That’s why many don’t know what to look for in a laser cutting machine and how to even start.
So, today I’m going to point out exactly what you need to know before getting the perfect laser cutting machine for you metal fabrication need.
Know the Application
The real question should be whether you need a laser cutting machine or not. If you already have an alternative cutting method in your facility, then you must be expanding your services. But if you are not increasing your line of services, think again if you are willing to invest in a new laser cutting machine.
Is the investment in Laser cutting machine worth it?
Most of the metal fabricators who don’t have a laser cutting machine usually give the laser cutting work to other fabricators as subcontracts. If you have a good relationship with your subcontractors, then there is no rush for you to buy a new laser cutting machine.
But if you think that your subcontractor is charging a fortune for his service, it’s time for you to get a new laser cutting machine.

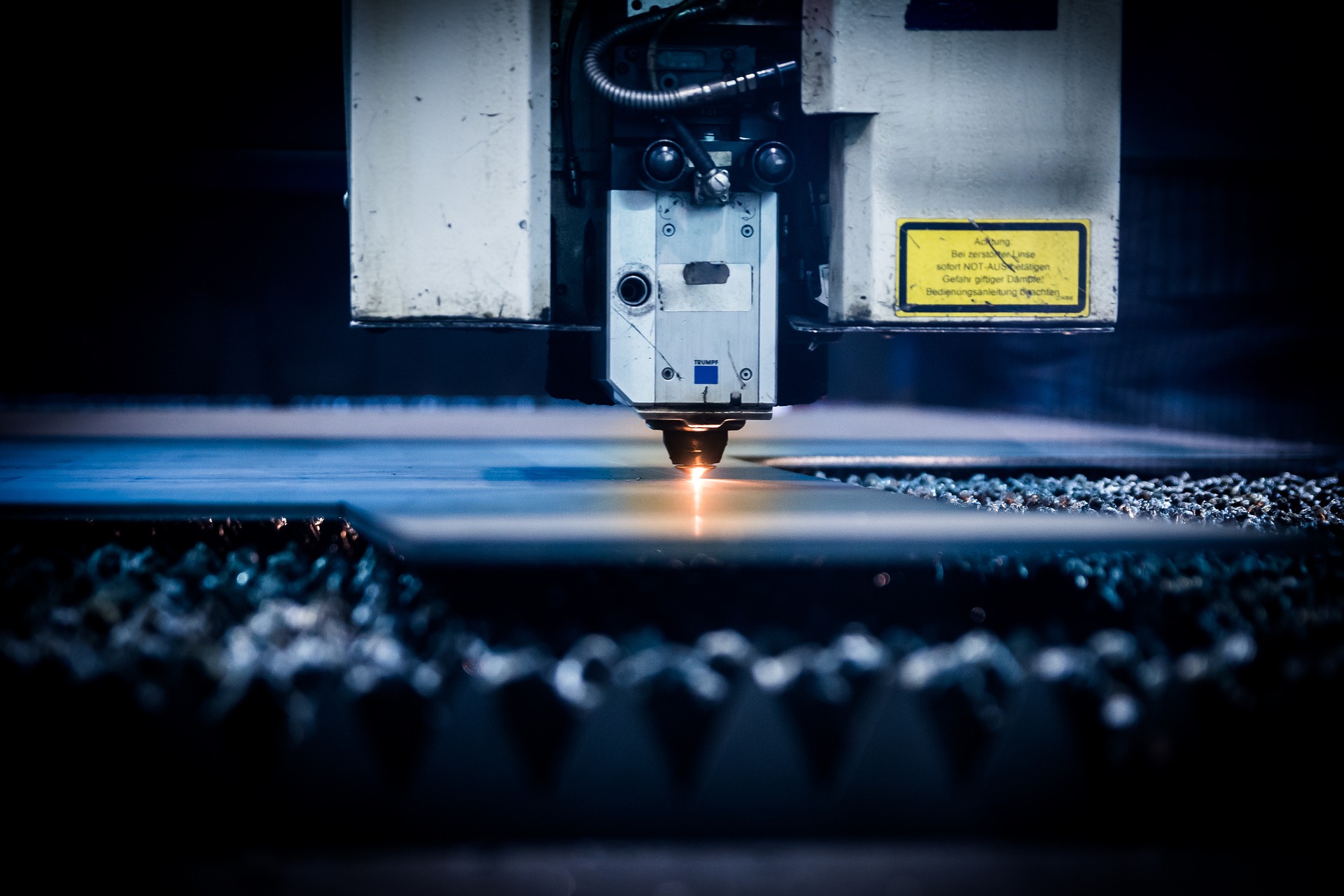
Fiber technology or CO2
In the metal fabrication industry, fiber and COCO2 gas laser machines are dominating since the beginning. Between these two, COCO2 gas laser machines are here for longer than the Fiber. It works by running electricity through its gas-filled resonator and utilizing mirrors to focusing the beam.
On the other hand, fiber lasers have banks of diodes to produce the laser beam. Then the laser is amplified and channeled through fiber-optic cable.
Fiber laser cutting machines are comparatively new in the industry. That’s why it is more advanced. It has low operation cost and delivers higher cutting speed. They also cut more efficiently than COCO2 laser cutting machines. So if you are thinking of buying a laser cutting machine, then fiber laser is the one you should go with.

Do you need new Software?
In most cases, metal fabricators use a software package, which is super popular in general. But the questions are, will it be sufficient to get the work done with your new laser cutting machine? Or a new OEM’s software is a must with the new machine? Even if you buy the new software, what are you getting from it?
As the manufacturing industry is discussing the enhanced interconnectivity of machines, it behooves you to even ask if the latest software is well-equipped to run the machines that are already in the shop, working for years.
What’s cost of having the new laser cutting machine?
This is another factor to be considered while thinking of buying a new laser cutting machine. Almost 10-15 percent of total equipment cost is usually spent on maintenance of the machine.
Welding of metal into round pipes or tubes, square frames, boxes, etc. is a billion-dollar industry, known as metal fabrication industry, which had its introduction in the early 20th century. From the beginning of its introduction to mankind, metal bending, welding, metal rolling, cutting, etc. were popular among manufacturers. New methods like laser cutting, Plasma cutting started developing as the importance of metal fabrication grew among people. Very soon stainless steel fabrication, aluminium fabrication, steel fabrication factories were everywhere. Many metal products like fuel line, oil and gas pipe, furniture tubing etc. are fabricated in welded tube mills.

Welding of Steel strip into metal products like, rounded pipes or tubes, square frames, Boxes, structures etc. is a billion-dollar industry, which found its way in the early 20th century. Many metal products like, fuel line, oil and gas pipe, furniture tubing, etc. are fabricated in welded tube mills.
During last 2 decades, OEMs have been applying principals from the tube mills into the gigantic roll forming processing market, which created technology in the same area, known as the welded roll forming.
So what is the main difference between welded roll forming system and tube mill? Which to consider?
But first, you should get familiar with the terms. Traditionally, tube mills are a kind of roll system, which have been fine-tuned in order to run a particular diameter range, mostly at a faster speed.
On the other hand, Welded form systems that include tube mills, welding can occur with the processes like HF (High Frequency) Induction, laser beam welding, electric resistance, HF contact.
In the tube mill, forming machines shape the strip into a circular, weldable item. These forming machines have 2 fundamental parts: breakdown and fin-pass areas. Once welded, the pipe can be left round, however it experiences additionally forming to measure it to a more exact outside distance across. The estimating segment has round move remains with claim to fame reshaping remains toward the exit & a twofold turks-head to finish. Utilized for rectifying, a turks-head has 2 sets of moves, one orchestrated vertically & the second one on a level plane.

Defining the welded roll forming system is somewhat more troublesome. Once more, in the established sense, a tube mill is a sort of a welded roll form system. In any case, on the off chance that somebody alludes to a “welded roll forming system,” he/she is most likely not discussing a tube mill, but rather another roll forming tools ready to frame different, frequently very unpredictable shapes to inside tight resilience.
Like forming in tube mills, with the breakdown & fin-pass segments, welded roll forming systems have a comparative forming setup, with a fin-pass segment happening in the last couple of stands before welding.
While working with non-round shapes, for example, a stage bar, the roll forming system usually frames the structure/shape as it was before the welding. Some in the business call this near-net-shape forming. Other calls this the frame square-weld square process and once that shape is framed & welded, most prescribe no less than two extra passes to work out the welded shapes yet again to finalize the measurements.

For rounded shapes, a tube mill most likely is the best decision. Be that as it may, imagine a scenario where you just need to make rectangles or squares. Imagine a scenario in which you need to have pre-punched openings.
To decide the best machine, think about the qualities and shortcomings of each. Tube mill works in basic shapes. Other than round shapes, they’re equipped for delivering rectangles, squares, and ovals.
In case you’re hoping to frame a couple of entangled shapes, a tube mill might not be the best decision. Forming a few shapes on to the tube mill basically isn’t conceivable, yet a welded roll form mill can frame profoundly confounded shapes promptly.
Press brake is a machine to bend metal sheets and plates for specific needs in metal fabrication. These machines are the ones that are used for metal bending the sheets at specific angles for curved and angular use of those metal sheets.
The angles that a press machine can bend your metals are predetermined. Usually, two different C-frames form each side of a press brake. The sides are connected to the table below and on a flexible or movable beam at its top. The bottom side of the machine stays mounted on the table and the top tool stays mounted on the upper beam.
Types of Press Brake Machine
There are 2 major types of press brake machines available for use, Mechanical and Hydraulic.
Mechanical: In a mechanical press brake, a big flywheel spins at high velocity. Once the operator engages the clutch via pneumatic, the flywheel is mated to the crankshaft with which the Ram is attached. Then the crankshaft spins the ram up and down. This is how mechanical press brake machine functions.
The advantages of this type of mechanical press brake is that they are electronically simpler. The mechanical ones are perfect for punching application because the shock of the punching materials is equally distributed, thanks to the machine’s design.
The main disadvantage of the mechanical ones is that the ram needs to complete a full stroke or cycle and usually can’t be reversed while the process of bending is happening. And to operate a mechanical press brake, a heavily skilled operator is a must.
Hydraulic: In these press brakes, hydraulic pressure is passed from the cylinders to force machine’s ram down. The hydraulic controls of machine, ram accuracy of the press brake are more precise than mechanical brakes. The number of cylinders controlling the press brake varies machine to machine.
The hydraulic ones utilize the electrohydraulic control, which is based on linear control systems and measurements. This provides precise and reliable operation in metal sheet work. However, hydraulic press brakes are comparatively expensive but they are safer than the mechanical ones.

Applications of Press Brake Machine
Shaping, bending, and curving metal sheet with press brake is a kind of art, which is vastly dependent on the operator and his skills. That’s why its application may vary for two different operators. But here are some basic universal application of Press brake machine:
Sheet metal bending: It’s obvious that press brake machines will be used for sheet bending the most. The resultant product can be used in different manufacturing industries.
Home appliances: Press brake machines can be useful for making the structure for different home appliances.
Vehicles: The structural bodies of a car, bus, train, etc. have many curves and angles. It is important that the angles are précised and that’s why press brakes are used in the vehicle industry.
Heavy Industrial Machine: Many industries have gigantic machines with a bulky cover body. These are shaped with press brake machines for saving time and effort.
Press Brake Tooling
To ensure that the Press brake works properly each time when you punch and select a dye, it is important to check the tooling tolerance. But for the best and smooth result, using correct die is the most important thing. Here are some common dies to choose from.
- Curling Dies: This die is used for coiling or curling metal sheet edges.
- Multiple bend dies: These dies are made for specific shapes. They can form multiple bends in 1 motion, depending on your project requirement.
- Offset dies: For “Z” shaped two-angled formation, offsets dies are suitable.
- Seaming dies: For creating seams in metal tubes and sheet, seaming dies are used.
- Acute-Angle dies: These dies are used for specifically right angle and acute angle. But they can form obtuse angles in the metal sheet.
- V-Dies: For “V’ shaped angles, V-dies are used in a press brake.
- Gooseneck dies: These dies are used for clearing flanges.
- Rocker type dies: They can bend metal by moving back and forth or up and down.

Types of Bending
Two major categories of bending sheet metals are described below.
Bottom Bending: It is a simple operation of the punch or tool that is mounted in the ram of press brakes. In this type of bending, the workpiece is forced down in the bottom of dies, which is mounted to the bed over the press brake. Typically, the tools is forced slightly closer to its die than sheet’s thickness. The overbending “coins” the metal and uniformly “seats’ the bend.
The advantage of this bending is that the accuracy of bending depends mostly on the tools itself, rather than largely on the press brake.
Air bending: Air bending is a simple process of pressing down material into the die, just enough to achieve your desired angle. The material isn’t pressed up to the bottom of die, which leaves an air gap.
It is preferred between the two different bending types because in this method, the die needs to change only when the thickness of material is changed. But the main disadvantage of air bending is that the bending accuracy vastly depends on material thickness.
How can Press Brake Machine achieve high precision?
Precision bending came a long way in recent decades. What was considered “precision” in the 80s wouldn’t even pass the muster nowadays.
Although today’s press brake machines are far more advanced than the ones in early 2000s, the precision is not quite there that one would have expected. Here are few variables that can be the reason why the precision is not up to mark.
Machine variables:
- Total time the material is held under the load
- Ram repeatability of machine
- Deflection of side housing
- Ambient & oil temperature
- Deflection of ram and bed
- Response time of filling valves of hydraulic machines
Tooling variable:
- Wear of the die and punch
- Proper alignment and seating of the tooling
- Dimensional tolerance of die, die holder, and the punch
Material variable:
- Spring back
- Material’s protective coating
- Surface hardness
- Material thickness
- Gain direction of the metal during formation
- Homogeneity of material, especially their yield strength

To achieve higher precision:
Proper tooling is a must. No matter how accurate the press machine is, if the tooling isn’t done properly, maximum precision can’t be expected. That’s why the press brake machine you are about to use, must be equipped with proper tooling.
Skilled operator should be recruited. Although it is true that nowadays, the press brake machines are smarter and even a low skilled operator can get the job done, it’s wise to have someone around the machine who is well aware of what he’s doing.
Ram repeatability. Ram repeatability is an important factor to consider if you want higher precision. So, it’s important to keep that on the mind.
Conclusion
Although a press brake might seem a simple machinery for your factory, but like most of the machines in stainless steel fabrication,
aluminium fabrication or steel fabrication, it’s much more complicated than you’d think. That’s why it is important to know how it works and what type of press brake or which type of bending is suitable for you. Remember, in order to achieve high precision, there is no alternative to caring about even the smallest detail of the machine, whether it is laser cutting machine, Metal bending press brake or metal rolling machine.
If you are familiar with metal fabrication and very often get to see sheet metal bending your own eyes, you may notice a slight thrust from the sheet metal after the press brake machine is done enforcing it with a specific pressure. This is called springback by metal fabricators.
What is Springback?
It is more like a pushback from the material itself than a thrust. This pushback from the material is caused by its elasticity. In simple terms, elasticity is the natural characteristic of an elastic material that leads a distorted object to try to achieve its previous form to an extent when the force is withdrawn from its body.
Due to the elasticity of sheet metal, it tries to get back its previous form before the metal bending and this is how we get springback from sheet metal. So Springback is actually a geometric change that happens to a part of the sheet metal when the metal bending is done and the sheet metal is released from the force of the press brake machine. In a sense, it is just the metal trying to spring back to its original shape and thus the term Springback.
Is it possible to predetermine the Springback?
Although calculating the spring back is extremely difficult, it is not impossible in any sense.
There are few factors to consider while estimating the springback. First of all, fabricators should know the Modulus of Elasticity (MOE), which is known as Young’s Modulus. This is an important factor to predict distortion and elasticity. Apart from Young’s modulus, you need to know the included bend angle, material thickness, bend radius, K-factor, and the yield strength.

Calculating Springback
Although this might seem like extremely tough, especially when I’m bombing you with all these geeky factors, actually, it is not. Fabricators don’t even need to calculate the MOE, Yield Strength, and K-factor. They will be available online because they are almost constant for specific material. You just need to put it in these equations.
V = (Ir×Y)/ (MOE×Mt×1000)
Sf = [4× (V2)–3] ×V+1
Ra = Ir/Sf
Af = [{Ir+ (K × Mt)} ×A}]/ {(K×Mt) +R}
Sd = Ir–Af
|
Symbol |
Meaning |
Unit |
| K | K – Factor | Decimal |
| Y | Yield Strength of Material | PSI |
| MOE | Modulus of Elasticity | KSI |
| Sd | Springback | Degrees |
| Sf | Springback factor | n/a |
| A | Angle before springback | Degrees |
| R | Radius after the forming process | Inches |
| Ir | Expected Inside radius | Imperial Decimal |
| Af | Final Bend Angle after springback | Inches |
If the equation is filled with proper values of Young’s Modulus, K-factor, Yield Strength, Angle, Final Angle, and Inside radius, you will be able to determine Springback, Final angle, springback factor, etc. no matter what you are doing this for, stainless steel fabrication, aluminium fabrication or steel fabrication.
Although they won’t be 100 percent accurate, they’ll give you a close estimate and if you are somehow related to metal rolling, metal bending, laser cutting or any type of metal fabrication process, you’ll need as much statistical and analytical help as you can get.
So, now that you know calculating springback is possible, you can easily determine the outcome and take precautions likewise.
Adhering to safety measures for metal fabrication enforced by the American National Standards Institute has been a priority for both hydraulic press builders and owners. Whether it is stainless steel fabrication, aluminium fabrication or steel fabrication, these safety measures are a must for all, regardless of what kind of services you provide. However, in light of a recent possibility of relaxing some of the regulations have brought into question whether or not obsolete safety regulations are that important. Ideally, having a zero risk work environment should be the goal, but installing functional and expensive safety equipment adds to the cost of manufacture by a great amount, especially if the press needs a refurbishment. Therefore, how much should presses compromise in order to satisfy both parties?
Expert opinion:
Experts have commented on the feasibility of maintaining the high safety standards set by ANSI on the presses. Additionally, they’ve argued that it is extremely costly for customers to make investments due to the high costs of safer machinery. However, they’ve proposed that since ANSI rules have a buffer period before being accepted by the OSHA (, industries can have some breathing room when making necessary changes to meet the new standards that they will soon be federally required to follow. Moreover, if given enough time, presses might come up with smarter solutions and implement them into the press.
There are issues however when it comes to reinstalling safety features into older machinery, mostly due to the cost but also because the original machine was not designed to house the new extra safety equipment required to support a load-holding system.
What are the preventive measures?
There are some primary focuses when it comes to all this which is figured out by means of a thorough risk assessment. This will evaluate how extensive the safety measures incorporated into the system must be. There are three main concerns depending on the size of the load:
- A monitored mechanical loading system is required.
- A hydraulic load holding system is required.
- A combination of both of the above.
The risk assessment criteria will account for the size and shape of the safety hazard in addition to the forces working on it. Additionally, each of the load holding systems must be capable of independent and automatic operation on separate loads.
There are two main systems where this can be implemented:
- Single cylinder systems: If the cases arise where the risk levels are above unacceptable levels, then, the hydraulic press must consist of a separate configuration that holds the load in the event of a failure by using return cylinders and a monitored valve.
- Multiple cylinder systems: In this case, two monitored valves placed in close proximity to the cylinder outlets of the two main cylinders or two separate return cylinders that aid in stopping the load from becoming a safety hazard.
An additional step is taken where the individual load holding systems are interconnected preventing a full shut down of the press in the case of failure in any part of the system.
Conclusion:
If all of these extra measures are taken in laser cutting, metal bending, welding, metal rolling, and other fabrication process, fabricators will face lower risks and hopefully satisfy ANSI. Given the time before OSHA makes these changes obligatory, presses have some time for experimentation.

