




Sassy Engines is primarily known for producing engines used in the sport of tractor pulling. A bold decision made by the management in early 2017 has put the company into the fabricating world. This step was taken because waiting on smaller fabricated parts for weeks on end caused major delays. And so, considering how they have been doing recently in terms of business, the decision turned out to be a great one.
A brief look at the main issue
Identifying Sassy Engines as just another engine would be belittling what they actually are. Engines designed by them have made it into over 40 NTPA championships (National Tractor Pullers Association). The company boasts fantastic engines and great experience in the field, as they have been around since 1998. Furthermore, they do not let that expertise go to waste as they use it to great effect when selling parts and making accurate recommendations and combinations to customers. This helped ensure a trustworthy and reliable business. However, they were not without problems. Orders placed on smaller parts to be supplied by other local shops often caused delays. This is unacceptable for a company known for their promptness. And so, at the beginning of 2017, they took matters into their own hands and purchased a plasma cutting table.
Changes brought on by the cutter
Relying on local shops for custom parts made things difficult for Sassy Engines to the point where it affected project scheduling. And so the purchase of the Swift-Cut pro Plasma 48 table returned some power to the engine-makers. This allows them to internally conduct metal bending, metal rolling and cuts similar to laser cutting for metal fabrication, stainless steel fabrication, aluminium fabrication or even steel fabrication to make parts. Joe Bosworth, the man in charge of operating the machine, faced a huge hurdle. Previously, had had no experience operating machinery this complex and had relied on manual tools for fabricating purposes. However, after some help from the Swift-Cut support team and his own perseverance, he was able to transfer required designs into the PC-controlled machine and produce parts as needed. This has significantly changed things as producing parts now is easier, and much faster. Bosworth had to go through hours of work preparing a design first using wood and then manually work on aluminum, which required over 15 hours of work. But now, he can pump out parts in under 4 hours with the help of the machine.

They are now independent
The shop’s production has never been as efficient. Moreover, they now have the capability to produce parts whenever they need them and produce extras if required by customers. Additionally, they have taken up helping with parts not strictly related to tractor pulling, giving them some business in terms of parts inventory. Finally, after getting more machines like the Hass CNC late and a Fadal 3-axis mill, Sassy Engines has received a massive boost in productivity and are no longer held back due to ordered parts.
In late 2017, Proto Labs Inc., a company with well over two thousand employees dedicated to rapid prototyping purchased a much smaller, RAPID, at around $120 million. RAPID Manufacturing, a company out of Nashua, dedicated to metal fabrication, has been estimated to be worth $8 million around 2010.

Two peas of a pod
RAPID was different from most of its competitors. While other companies concentrated their revenue from a few customers, often times have the top customers make up about 90 percent of their revenue, RAPID has been able to keep things more diverse. They claim that since their inception, a single customer has never exceeded 3 percent of their total revenue. Moreover, even now, their top ten customers only account for a small portion of their revenue.
RAPID’s road to success in this way can be attributed frankly to their practices of rapid response. This is made possible thanks to their eRAPID and RapidQuote quoting software. As a result of this automation, when a customer uploads their CAD file of a required part, they almost instantly get a quote. And so, is very similar to their new parent company, as they share these end goals. The founder of Proto Labs, Larry Lukis, in an effort to drastically reduce the manufacturing time of injection-molded plastic prototype parts, designed a complicated piece of software that instructed a network of mills and presses. Thus, parts could be made in a much shorter time.

RAPID’s growth
RAPID’s growth in the years since its inception has been attributed greatly to the team behind it. Focusing on making the founder’s dream come true and providing excellent and fast service has shoved the company over the theoretical hump a new contender in the fabricating industry must overcome. Their growing sales team of experience folks have helped RAPID thrive and turn into a huge player in the somewhat dominated ecosystem of the fabricator business wherein a majority of the business is through much larger companies. A clean decision to let customer relationship develop over time has helped them thrive and ensure sustainable growth over the years.
The two companies, Proto Labs, and Rapid met each other at various events and slowly got acquainted. Eventually, Proto Labs hired RAPID to get some metal work done for customers. This led to them realizing how similar the two operated in terms of business and sales. Moreover, they could complement each other. While RAPID worked on sheet metal, such as metal bending, metal rolling and steel fabrication, Proto Labs can work on injection molding and laser cutting. Thus, RAPID would handle some of the larger workpieces while Proto Labs dedicated their time to working smaller ones. And finally, RAPID could fill in the void of sheet metal components that Proto Labs lacked. All of this set the stage for a very positive merger and allow the companies to grow even further together. They may even be able to expand their horizons to stainless steel fabrication and aluminium fabrication.
Fails are not a sweet sight for sore eyes, especially in stainless steel fabrication, aluminium fabrication or steel fabrication. Nobody likes their metal rolling machine making uneven rollings or laser cutting machine to leaves bruises on the edge. Same for die fails, no one wants them but only a few knows how to avoid them.
But to put you out of miseries, I’m going to explain to you how you can solve cutting punch fails.
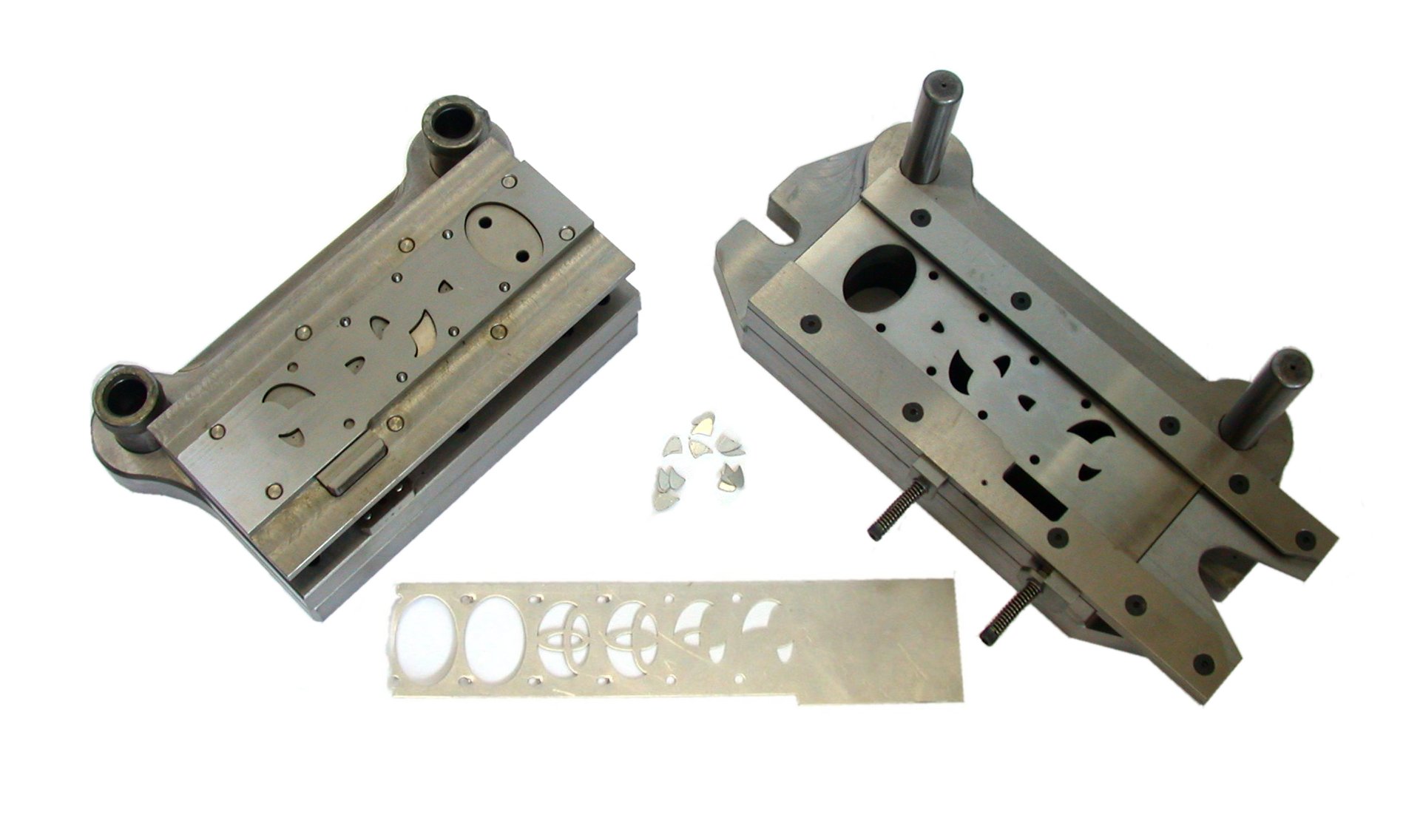
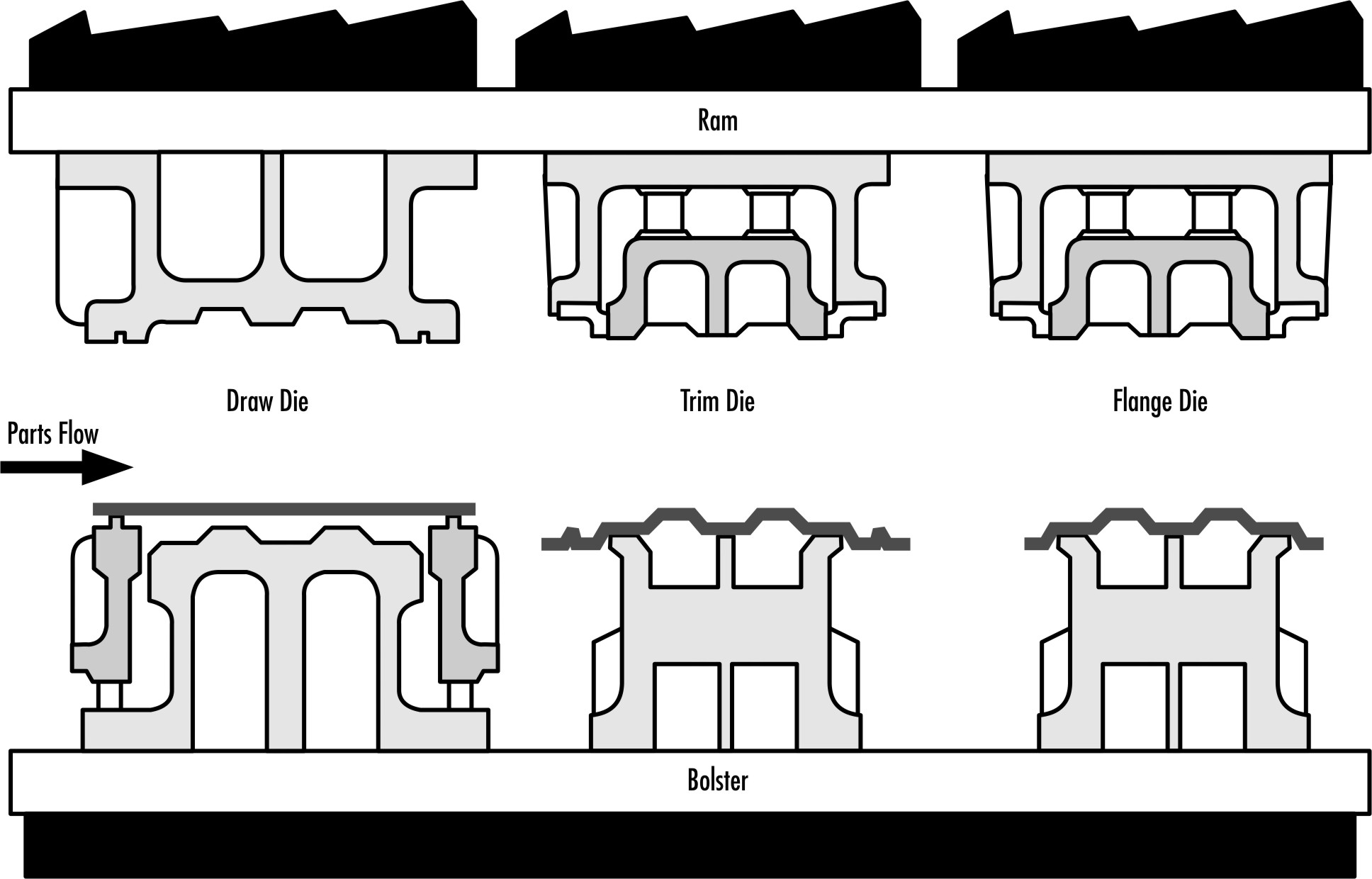
Forming to Failure, metal cutting
The very first step is to understand die cutting dynamics. Cutting metal in a die is perhaps the most severe metal forming operation. Yes, I said forming operation.
During the cutting process, metal is deformed and the cold extruded from the other part. The deformation produces shear zones or a burning portion of the edge. When the punch penetrates a particular portion, the metal’s some of the internal property like yield strength is exceeded.
Besides, metal cutting requires more force and definitely produces more shock. The shock should be absorbed by a press & the die. Without falling or breaking apart, the press, die, and all its components should absorb the shock for becoming effective in its work. As the tensile and yield strength of metal increase, so do the required force to form the metal to fail, which is called die cutting.
The Press
It is hard to believe but one of the most general causes for a punch breakage is the press. Ensure that the press in your metal fabrication shop is in good condition and well-maintained. It should also have minimal deflection rate when it is under load.
While a gap-frame press (a.k.a C-frame or Open-back presses) works very well for any simple metal bending, low-tonnage cutting, or other light-duty operations.
Usually, they aren’t good enough for the operations, which requires precise punch-to-die alignment and high force. This is because they’ve greater deflection rate than any straight-side press.
Remember, high speed and ultra-precision presses are good candidates for carbide tooling because they are vibration-free and rigid. Besides, they also have lower deflection rate compared to standard presses.
Improper Tool Selection
Cutting and piercing punches should be able to absorb the shocks without chipping and breaking and they also should have a good wear resistance.
Consider the material’s hardness and thickness, clearance cutting, and the ratio of the punch diameter to the material thickness.
As the hole diameter is getting smaller, cutting clearance should start increasing.
Post-EDM Stress Relieving
EDM or Electrical Discharge Machining process can cause the steel damage, which can result in the premature punch breakdowns. From a microscope-level, the wire burns look like bolts of lightning. The discharge creates molten craters of steel lava, which discharges out from the tool steel selection.
Using a lower amperage skin cut, you can reduce the tool steel damages. For an intricate wire-burn punch, the wire-burn section must be stress-relieved after the EDM. The tampering process restores cutting edge’s toughness while keeping necessary hardness.
Robots have been in the custom metal fabrication shops for years. But they are mostly placed there for a specific task like laser cutting, metal bending, metal rolling, and especially welding.
Small fixture designs, workpiece handling, etc. have made this welding robot more flexible to work with. However, if you visit any metal fabrication shop, there’s a high chance you are going to see a welding robot lying idle, while the entire unit is busy.
That’s why many metal fabrication shop owners are forced to find out the untapped potential in the collaborative robots. These collaborative robots or cobots have found their home in many assembly operations and now they are strengthening their foothold in the metal fabrication industry, even in complex stainless steel fabrication, aluminium fabrication, steel fabrication processes like welding.

Collaborating with the people
Ever saw the traditional articulated-arm robots performing some air actions between the welds? If you saw, you’ll know exactly why they need safeguarding.
They move like flying saucer, can hurt someone very badly. That’s why they are not so collaborative with people. But this is not their fault. The machine is just doing what it is programmed to do, nothing else. It’s not like it has some artificial intelligence.
But the collaborative robots or the cobots are smart enough to any obstacles. When it sees and senses any obstacles, it stops. The cobots can sense pressure and that allows it to secure the part, just like a human.
Although it needs some sort of safeguarding, it is nothing compared to what any traditional robot needs. To be honest, these cobots are more like collaborating with people for any work rather than fully doing it automatically, hence the name collaborative robots.
Not just from point A to B
For a cobot, welding is somewhat different than any simple assembly task. Still, the cobots are being more and more integrated.
This system is well developed to be tooled up for different tasks like metal bending with a press brake, notching on to the notching station, punching on to the punching station, etc.

Some metal fabricators even used these collaborating robots for running smaller parts on the press brake. In such cases, the robots can sense whenever a blank has hit the back-gauge. After that, it actuates its bend cycle and reorients the parts.
In most of the applications, beginning and end point of the robot’s path matters. But the path for these collaborative robots doesn’t matter that much. In such cases, these cobots just calculate the best and most efficient path between those two points.
But for welding, the start and end point matters and the path too. This is because of obvious reasons, the welding. However, the welding program that comes with these cobots is equipped with basic welding parameters such as arc starting at the beginning and as well as the crater-filling & shielding gases post-flow in the end.
The program also includes controlled burn-back that applies welding parameter to allow wires to burn-back slightly inside the guns, ensuring the wires don’t get stuck.
Ever heard a metal fabrication shop manager talk about career path management? It almost never happens.
Some would say they don’t have time for that. They would think they just need to keep working. That’s why some of them can’t push their luck to the edge. But if they knew the steps towards a successful career path management in metal fabrication, their companies would have been on the better side of the equation.
Lucky you. I got the magic mantra to a successful career in metal fabrication.

Step One: Management training should start from the top
Bad management leads to bad processes like bad metal bending parts, uneven laser cutting products, unprofessional steel fabrication, etc.
“How,” you ask?
The math is simple. A not-so-good supervisor or manager will never know the difference between a good employee and an unprofessional one. Mainly because he is not trained to do this or he just inherits the place from their ancestors and didn’t have to build it from scratch. Either way, his career in metal fabrication won’t be a good start and it won’t end with awards too.
Besides, if a good employee sees that his boss is not well trained to appreciate his work, he’ll leave anyway.
Step Two: Setting up a clear performance expectations
It’s hard to discuss employee career plan unless you have a proper assessment of their current performance.
If the supervisor doesn’t know how his metal rolling operator is performing, how would he know what to expect? It’s not only about metal rolling, it’s true for welding, metal bending or any other stainless steel fabrication and aluminium fabrication processes.
So, assessing your annual and monthly performing will be your next step to predict your future performance.

Step Three: Know different paths
If you ask a well-performing press brake operator if he would like to become the manager, he’ll nod his head without any doubt.
But if you personally ask him why he wants to be the manager, he’ll say for the higher pay grade. It’s not his fault. Everyone likes to get paid higher. But if the operator becomes the manager without any training, what’ll happen to the company. That’s why a metal fabricator should think other ways to pay their employee better. They should be paid higher only because he is becoming the new manager or supervisor. The pay grade increase should also not be based on seniority. It should only be on the performance basis.
Step Four: Be practical and honest
Employees are bound to leave the company if they are not paid well or they are not appreciated enough. When they see a better opportunity to grow, they will flee.
But a small company may not be able to convince him to stay. Some might not have the opportunity to give him that he deserves. But you should give him false hope. Be honest and practical. If you are a good boss, he might listen to you and stay there for a while.
That’s why metal fabricators need to be honest and practical about the future. If they are not, the company that he built from scratch, might not survive that long because unhappy employees result in unsatisfied clients.
We all know steel is widely used metals all over. It is made up of low carbon alloy that is nothing but iron, tin, and carbon. Steel industries are the spine of any process of industrialization. Steel and iron form the basis of any primary industry.
Steel = Iron + Tin + Carbon
Only 2% of carbon is added to iron to make steel more brittle. More the ratio of carbon particles more brittle the steel is. Steel is prepared by eradicating oxygen from iron ore and carbon is used to bond with oxygen. Iron is heated at 910 degree Celsius, then water or oil is used for slaking and finally, oxygen is removed. During the process of eradicating oxygen-carbon fuses with iron to form the final product, which is “Steel”.
Steel and Steel Fabrication Utilization
The Steel industry is one of most important measure of economic development and progress of any nation. Steel fabrication supplies us with an amazing array of domestic and industrial goods. The process of steel fabrication is to get the raw steel material and convert it into finished items from kitchen utensils and shower trays, to nuts and bolts that connect each and every thriving industry together. Each and every industry use steel in its own way. For instance, Blacksmiths hammered raw steel into shapes as diverse as horseshoes, weapons, armor, tools, and jewelry. While other made chains, locks and keys, gates, siege engines and so on. These finished products/goods required the variety of fabrication skills. All these things led to the need for steel fabrication and thus steel fabricators came into existence.
Nowadays fabricators provide all services related to fabrication of metal such as laser cutting, metal bending, metal rolling, aluminum bending, cutting and so on. So there is a very high demand for steel fabrication in today’s market.
Facts about Steel Fabrication
- Henry Bessemer invented the scientific smelting method of steel in 1856, for basic building material.
- The main feature of any steel fabricator is to refurbish the design from a sketch into a usable finished product by blending, cutting, rolling to reshape and amassing steel.
- In developing countries, steel fabrication is the most elaborated industry for primary sector, giving products used in health & welfare services.
- The steel industry’s turnover is around 900$ billion. It’s the second largest industry in the world, next to petroleum and gas.
- Steel bridges are 4 to 8 times lighter compared to concrete bridges.
- More than 50% of all products in the world today are made with the help of steel fabrication, right from the bridge to boats, apartment, office blocks, aircraft and other vehicles, designer stairs etc.
- There are more than 3,500 different grades of steel. Though the exact count is uncertain, associations such as the World Steel Association state that “there are more than 3,500 different grades of steel” and that “approximately 75% of modern steels have been developed in the past 20 years.” As materials evolve, it’s likely that there will be many more steel alloys emerging into the market in the not so distant future.
- Average computer is made up of about 25% of steel.
- Steel industry directly employs more than 2.5 million people over the world.
There is no doubt in saying that “Steel is the bread and butter of a Fabricator’s Company”. It will continue to be used to manufacture modern goods, today and in near future.
For different metal fabricators, the term “cleaning metal surfaces” has different significance. For some, the finishing of metal structures is extremely important and for some fabricator, the finishing may not be a great deal to pay attention.
That’s why the importance of metal surface cleaning is different to each. But in most cases, a quality product is something that not only has a durable construction and an efficient functionality but also a smooth finished surface to look at and feel.
This process of metal surface cleaning can be overwhelming especially for the metal fabricators which have powder coating and painting lines. This is because of the headache of pretreatment systems, which requires intense oversight that ensures the chemical creating the perfect surface for powder and paint so that they can properly adhere.
Other fabricators may do the surface with power tools and welding but they know that a clean surface requires a lot of resources. So, to make a surface perfectly smooth, a lot of resources, as well as time, is wasted. That’s why laser has been a proven an effective way to get smooth surfaces. To be honest, Laser changed the way how fabricators thought of cleaning metal surfaces.
This laser system wipes out residues, contaminants, and coatings with the help of the high-energy fiber laser source. The same type of power sources is used in laser cutting and other laser equipment in the fabrication industry. The best possible way that someone can reduce production cost is by implementing the best equipment and best process.
This process is generally meant to minimize the use of Chemical & Abrasive for cleaning the metal surfaces. The fabricator will place that part to be cleansed in the Class one enclosure and then starts the cleaning program. Once everything is set up, the machine operator will choose between a customized pattern that meat certain surface specification and a preinstalled cleaning pattern throughout the process. The machine operator can also customize the program to include different passes using different values for frequency, power, and the speed on each laser pass. He can arrange a database so that he doesn’t have to remember a metal surface cleansing job that was done previously.
Another great feat of this laser cleaning is it can clean almost any type of metal surfaces that you want, like steel, galvanized steel, stainless steel and even copper and brass. Another interesting fact about laser cleaning is it can even clean reflective surfaces like glass. Apart from metal surfaces and glass surfaces, the laser can be used to clean nonmetallic materials like rubber and plastic.
But the laser cleaning isn’t limited to the flat surfaces only. Recently, the laser is being heavily used in curved surfaces too because the cleaning units are designed in a way that can clean hard-to-reach areas of 3D objects.
Most of the laser systems have a precise cleaning head, which allows the trajectory beam to pass through a certain static path. To clean the surface, the object needs to sit in X and Y axis of the cleaning chamber and then the movements ensures that the surface is fully exposed to the laser beam. This is how you get the smooth and clean finishing to the metal surfaces.
Are you planning to design a structure with non-standard structural components? Are you in need of an experienced metal fabrication company for your big project? Need a fabrication company that can take care of drawing, designing, and manufacturing of structures and platforms and shapes your project? It’s vital you hire the right custom metal fabrication company as they are crucial to a project’s success or failure. Here are the few factors that you must consider while choosing the metal works and metal fabrication company for your project.
Local Proximity
It is not a critical factor but having a fabrication company in close local proximity has few benefits. One of the most significant benefits that geographical proximity offers is logistics. A local company is familiar with the logistics of the buildings in the area and the building codes as well. Moreover, a local company nearby will allow you to conduct project meetings with ease. For example, if your project site is based in Singapore, it would make sense to work with companies like FMB Trading and Engineering, a metal fabrication company that is familiar with the building codes and the area throughout Singapore.
Industry Experience
A little bit of homework before finalizing a metal fabricator can go a long way. Before you finalize your metal fabricator, make sure you study their portfolio and assess if they have worked on similar projects before. Each industry has its unique compliance protocols and regulation procedures. A metal fabrication company with substantial experience in industries such as chemical, biotechnology, food processing and manufacturing will be familiar with these strict guidelines and specifications. Such experience and knowledge empower them to handle the most demanding requests with ease. If the customers of these fabricators are satisfied with their services, you should definitely add them to your vendor shortlist.
Resources to Handle the Project
Gauge if the hired company is equipped with resources to support your project throughout all the phases whether its design, fabrication and steel erection. If they lack the resources to carry out all the stages, are they going to outsource any phase of the project? A metal fabricator equipped with capable internal resources can offer critical insights into any nuances that your building may offer. Assessment of the fabricator’s resources will also help you gauge their capability of completing the project promptly reducing the risk of project downtime.
Safety Standards and Protocols
A fabricator that aims to deliver quality services to their clients always follows the best-practices and the protocols that come with it. Ensuring personal safety for the employee as well as the visitors is one of the most critical safety standards that successful companies follow. The safety standards and protocols they follow will help you gauge their safety score and the quality of process and execution they implement in the project. Any company that adheres to strict employee safety will adhere to strict quality control standards as well.
Materials Used
Good metal fabricators utilize materials of the highest quality. The assessment of the grade of structural stainless steel or metal alloy vital for the completion of the project gets overlooked in the early stages while choosing between the fabrication shops. Competent metal fabrication companies ensure you understand what materials they will use for your project and why.
With a diverse experience spanning across various industries since 1992, FMB Trading and Engineering have completed and managed most complex metal fabrication projects across Singapore. We have the capable in-house teams and a treasure of resources at disposal to meet customers’ needs and offer customized fabricating services. Contact FMB Trading and Engineering to discuss the details of your next metal fabrication project in Singapore.
Stainless Steel and Galvanized Steel are two of the most commonly used metal for production. They have some similar characteristics and only a few difference, especially in their composition. But their application is quite specific. But many industrialists face a dilemma when they have to choose either one of them. That’s why today we’ll explain who should use Stainless Steel and for whom, Galvanized Steel is best. But before that, you should know their significant characteristics and why they behave is such way. Both stainless steel and mild steel can choose to be cut by laser cutting, or bent by our bending and rolling machines.
Stainless Steel
Stainless steel is also known as Inox steel and it an alloy of 10.5 percent Chromium & Iron. Iron is its main component but the added Chromium creates an extra thin Chromium Oxide layer on the surface of the iron. This layer is known as the Passive Layer, which is the signature characteristics of stainless steel. This passive layer prevents any corrosion over the metal surface. And the more Chromium is mixed to the alloy, the more resistance against corrosion and oxidation becomes inevitable. Besides, there are other elements like Silicone, Manganese, and a good amount of Carbon added to the Stainless Steel. Besides, Molybdenum & Nickel are also added to enhance formidability and few other useful characteristics.
For extreme resistance to corrosion and flawless finish, Stainless steel is used in pharmaceutical and culinary industries. Stainless steel is way better than galvanized steel in terms of the surface appeal. The physical composition of stainless steel makes it long lasting and that’s why stainless steel is used in those industries where the product needs to maintain its integrity for a long time. The lack of any type of rust or layer keeps the surface smooth and shiny for a long time. In short, stainless steel is much more durable and strong than galvanized steel.
That’s why many industries use stainless steel as their raw material for production. Here are some of the most common applications of stainless steel in different industries where the manufacturers understand stainless steels potential.
Applications of Stainless Steel
Architecture: Architectural use of stainless steel is not new. For stainless steels anti-vandal characteristics and the low-cost maintenance, they are being used in modern architectural infrastructures. Mainly stainless steel is used for roofing, cladding, and facades in houses. Nowadays, stainless steel is proving itself to be quite efficient as the main structure for buildings because of its durability.
Cutlery: As mentioned earlier, stainless steel is completely rust proof and that’s why they have smooth and clean surface. Because of its shiny and appealing surface, stainless stereo is being used as the main raw material in the cutlery industry.
Power generation: The resistance again corrosion in hot temperature is a useful characteristic if stainless steel. That’s why power generation industry uses stainless steel for their ventilation shafts and in gas and steam tribune. The stainless steels with low cobalt are the ones to be used in nuclear power plants.
Chemical, Oil, gas industry: One of the industries with their constant want for stainless steel is chemical, oil, and gas processing. In this industry, starting from the tubes and pipes up to the storage tanks where gas, chemical or oil is stored, are made of stainless steel. Especially stainless steel’s 304 grade is of great importance to the industry and that’s why it is considered to be in the most important sector for stainless steel.
Automotive: Stainless steel is used in automobile industry for its low impact on the environment, low maintenance cost, and the minimum life-cycle cost. They are used to make the vehicles structures, exhaust system, catalytic converter, etc. And it seems like, the use of stainless steel in the automotive industry will most likely to increase.
Medical: Surgical tools for operation needs to stay hygienic. That means they can’t have any rust on its body. That’s why stainless steel is a preferred for Surgical equipment.
Sculpture: Metal sculptures are a form of art. This art is also backed up by the use of stainless steel. Many designers chose to use stainless steel for the sculptures because of its durability and
Bridges: Like building a structural frame, stainless steel can also be used in bridges where they need a material that is long lasting yet cost-efficient.
When you shouldn’t use Stainless Steel
In places where two pieces of steel parts may need to collide or rub together, stainless steel should not be used. Because friction breaks down the passive layer of stainless steel, making it lose the resistance to corrosion. Another place where stainless steel won’t be an ideal choice is the place with chlorine. Chlorine also breaks the oxide layer that removes stainless steels’ “stainless” part. So any places with chlorine bleach isn’t an ideal place for stainless steel to keep its integrity.
Galvanized Steel
Galvanized steel is simply a carbon steel variation that is dipped in molten zinc. The process is called dipping and that’s why galvanized steel is often referred to as dipped steel. The main benefit of galvanized steel is they are corrosion resistant like stainless steel.
Due to the added layer of Zinc, Galvanized steel is mostly used in places near water. Because the layer of zinc prevents carbon in the steel to react with salt water. So no chances of rusting. That’s why, workstations around 5 miles radius of the coast, should use galvanized steel.
Application of Galvanized Steel
Construction: Galvanized sheet metal is used for verandas, support beam, street furniture, staircases, ladders, industrial walkaways, fence, handrail, ductwork, canopies, building frames, balcony, awing, etc.
Electronics: To make computer cabesings & the precision instruments rust- and moisture-free, manufacturers use galvanized steel.
Bolts, Nuts, Nails: Galvanized steel is used to produce nails, nuts, and bolts to make them rust proof.
Piping: Galvanized pilings have been replacing lead and iron in cold water plumbing since the early 20th century. Because galvanized pilings can maintain its integrity for 70 years on average in such conditions.
Playground Equipment: Kids play equipment like swing sets, jungle gyms, bicycle racks are made of galvanized steel for its resistance against rust.
Transportation: Aircrafts and cars have a rather large demand for galvanized steel. The manufacturers use galvanized steel to make spring housing, seating, roofing, parking brakes, oil pans, fenders, hoods, etc.
Wire Rope: Another common use of galvanized steel is in high stressed wire ropes.
When you shouldn’t use Galvanized Steel?
Although galvanized steel is much effective against water and humid atmosphere, it loses its resistance against rust when it maintains regular contact with salt water. Besides, Galvanized steel nails shouldn’t be used while building a cedar fence. Because the naturally occurring enzymes in cedar react with zinc, making black stains on the fence.
Which one should you choose?
Galvanized steel and stainless is very similar when it comes to their characteristics like rust-resistance. But stainless steel is much more efficient in protecting the metal than galvanized steel because the outer zinc layer will eventually wear off.
Besides, stainless steel is much more durable than galvanized regular carbon steel. So, stainless steel is the clear champion here.
But if you have a small project at hand or want to cut a slack from your manufacturing/production cost, galvanized steel can be your pick. Because galvanized steel is much cheaper than stainless steel.steel is much cheaper than stainless steel.
Since people realized the precision and efficiency of laser cutting in the early 1960s, industrialists are looking for ways to implement this cutting-edge technology to their respective industries. That’s why, from clinical to aerospace use, laser cutting is ruling over metal integrity without raising any questionable eyebrows in case of profit. Laser cutting is usually the first step of the process before it continues down the line to undergo metal bending, metal rolling, and other types of metal fabrication in stainless steel, mild steel and aluminium.
But what is this Laser Cutting that everyone is talking about?
Laser cutting is a process to cut or engrave any material precisely, using a high-powered beam. Mostly, the entire process is based on computer-controlled parameters, directed by Computer Numerically Controlled (CNC) Machine from a vector CAD file.
The Laser cutting technology is used for many industrial purposes. Specifically, to cut metal plates, like Aluminium, Stainless Steel, Mild Steel, etc. On these types of steel, laser cutting process is very precise compared to any other metal sheet cutting process. Besides, Laser cutting process has a very small heat afterzone and also a small kerf width. That’s why it’s possible to delicate shapes and tiny holes for production.
How Laser Cutting Technology Works
Laser is a fancy acronym for Light Amplification by Stimulated Emission of Radiation, which is the main participant in this process, is a beam of heavily intensified light. This beam of light is formed by a single wavelength or single color.
The Laser machines use amplification and stimulation technique to transform electric energy into high density beam of light. The stimulation process happens as the electrons are excited via an external source, mostly an electric arc or a flash lamp.
The amplification process occurs within the optical resonator in the cavity, which is set between 2 mirrors. One of them is partially transmissive and the other one is reflective. The glasses allow beam’s energy to get back in the lasing medium and there it stimulates even more emissions. But if a photon isn’t aligned with machine’s resonator, the reflective and transmissive mirror do not redirect it. This ensures amplification of properly oriented photons only, thus creating a coherent beam.
The color or the wavelength of the laser that cuts through the metals depends on which type of laser is being used in the laser cutting process. But mostly, Carbon Di-oxide (CO2) gets to cut the metals which is a highly intensified beam of Infra-red part of the light spectrum.
This type of beam travels through the Laser resonator before going through metal sheet to give them shapes. But before the beam falls over the metal plates, the focused light beam undergoes the bore of a nozzle, just before it hits a surface.
But focusing the light beam is not so easy. The laser has to go through a specialized lens or any type of curved surface. This focusing part of the laser happens inside the laser-cutting tip. The focusing is crucial to this cutting process because if the beam is not focused concisely, the shape will not be as expected. The operators cross check the focus density and width many times before hitting the metal with it.
By focusing this huge beam into a single point-like area, the heat density is increased. Then the high-temperature beam, focused on a single point can cut through even the strongest of metals. This works like the magnifying glass. When the solar rays fall on the magnifying glass, the curved surface gathers them into a single point, which consequently produces extreme heat in a small area and that’s why the dry leaf under the magnifying glass burns out.
The laser cutting process work on the same principle. It gathers lights into a small area that starts rapid heating, partial or complete meltdown and even vaporization of the material completely. This heat from laser beam is so extreme that it can start a typical Oxy fuel burning process when the laser beam is cutting mild steel.
And when the laser beam hits Aluminium and Stainless steel surface, it simply melts down the metal. Then the pressurized Nitrogen blows away molten Aluminium or Steel to finish the industrial-grade clear and precise cutting.
On the CNC laser cutters, cutting tip/head is moved on the metal surface to create the desired shape. For maintaining accurate distance between the plate and the nozzle end, usually a capacitive height control system is adopted.
Maintaining this distance in this case is crucial because the distance determines where the focal area is relative to the surface of the metal plate. The precision of cutting can be diverted by lowering or raising the focal point from the surface.
Types of Laser in Laser Cutting Technology
Basically, there are 3 different types of lasers used in laser cutting process. Most common one is CO2 laser, which is suited for engraving, boring, and cutting. Then there is Neodymium (Nd) and the Neodymium Yttrium-Aluminium-Garnet or Nd:YAG for short. Nd and Nd:YAG is identical in style but have few dissimilarities in application. Where Nd is used for boring that required high energy but low repetition, Nd:YAG is used for both engraving and boring with high power.
All 3 types can be used for welding purpose.
Besides, laser cutting technology comes in 2 different formats. Gantry and the Galvanometer system. Where in Gantry system, position of laser is perpendicular to the surface and the machine directs the beam over the surface, in galvanometer system, the laser beams are repositioned by using mirrored angles.
This is the reason why gantry is comparatively slower and manufacturers usually adapt this format for prototyping. But galvanometer system is way faster. In this format, the machine can pierce through 100 feet of steel in a minute. That’s why Galvanometer system is more commonly used for full-on production work.
Designing for Laser Cutting
For automatic cutting, laser machines require CAD Vector files. These files are prepared in soft wares like InkScape, Adobe Illustrator, AutoCad, etc. These CAD (Computer Aided Design) files are exported as .eps, .pdf, .dff, and .aj formats.
Why use Laser Cutting Technology over any other process?
Laser cutting technology can be useful for both mass production and start-up order. Here’s why industrialist and entrepreneurs believe in laser cutting more than anything:
Cost efficiency
The cost efficiency of Laser cutting is something that is much rare in other metal curving technologies. In mass production, Laser cutting technology is very efficient in cutting a good chunk of manual engineering jobs, which helps you keep minimal production cost.
Time Saver
By sparing some really costly and time consuming engineering job for the laser machine, you can balance your production cost as well as save some precious time.
Precise Cutting
With laser cutting, you get even more precision in shaping your metals. The cutting technology is more efficient than plasma cutting, which is a compliment on its own. From getting exact replica of your design to smooth and clear finish, laser cutting does that for you with maximum precision.
Energy Efficiency
Apart from cutting a slack from the production cost, this cutting edge technology is also efficient in saving energy consumption while shaping the metals. While a traditional metal cutting machine will require around 40-50 KW of power, with laser cutting, you can get it done with 10 KW. That’s a lot of saving if it is being used for full-on production.
Reduced Contamination of Workpiece
Compared to other traditional metal cutting techniques, laser cutting technology is far more efficient in utilizing the most of your workpiece without wasting it while engraving, or cutting rounded edges.
Easy and Delicate Boring
Not only does it gives precise and clear-cut edges, but also, laser cutting technology is embraced when piercing through metal bodies with very small diameter. Even with such small width, you get precise holes. That’s why it’s best suited for delicate works in the factory.
Cuts almost anything in almost any shape
If you can design it, laser cutting technology can make that happen and that’s why industrialists are depending on laser machines for making prototypes for their product.
Conclusion
It’s no mystery why manufacturers constantly choose laser cutting for their prototype and their final production over any other traditional metal engraving process. With its precise cutting, smooth edge, cost and energy efficiency as well as many other profitable advantages, it seems like the use of laser cutting in different sectors and industries is not likely to decrease in next decade or so. And it is indeed a wise decision to shift from traditional expensive metal cutting technologies to this efficient process of shaping ideas. Click here to return to the main page.


{kind=link}